Directory:
1 overview 3
- programming/running 3
- more programming 3
- advanced parameters 4
- mode selection 5
- system parameter 6
- machine diagnosis 6
- debugging system 7
- valve settings 7
- coefficient 8
- X axis 8
- Y axis 8
- angle debugging 9
- upper mold 9
- lower mold 9
- other parameter 10
- angle calibration 10
- length of calibration 11
- frame strength 12
- grid ruler 12
- mechanical compensation 13
- great arc 13
- Y1-Y2 axis 14
- user operation 14
- single step programming 14
- multi-step programming 15
- common problem 15

1 resumen
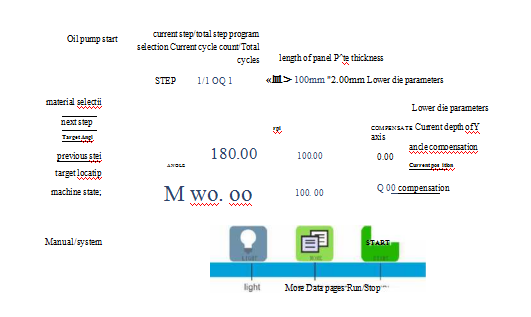
1.1 programming/running
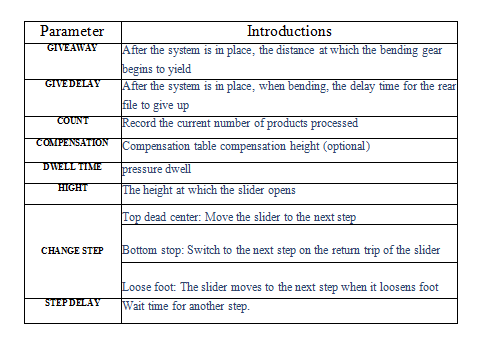
1.2 more programming
Parameter:
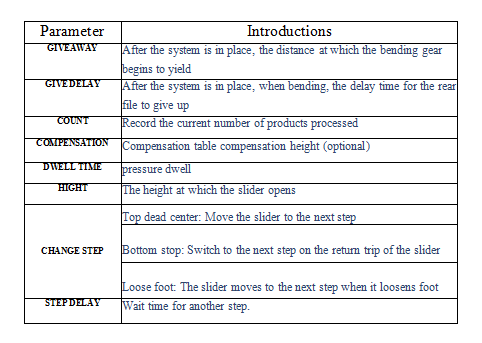
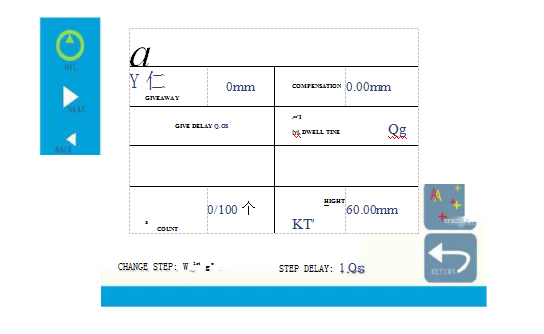
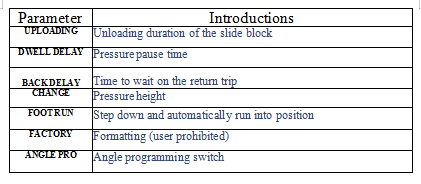
1.3 parámetros avanzados

1.4 mode selection
MODE
Inching: Inching control
Single: Automatic return after the end of a single bend
Continuous: Automatic cycle operation
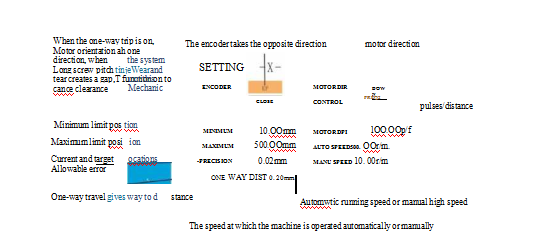
1.5 system parameter
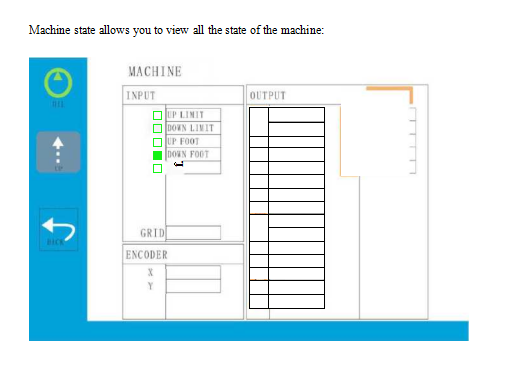
1.6 machine diagnosis
2.debugging system
When the system is used for the first time, it is necessary to debug the machine to achieve the purpose of users.
Para depurar es necesario realizar los siguientes pasos.
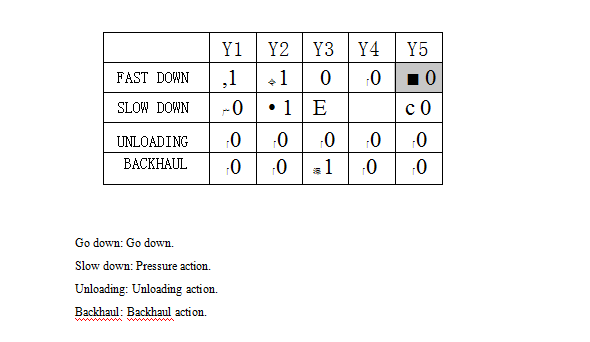
2.1 ajuste de las válvulas
2.2 coefficient
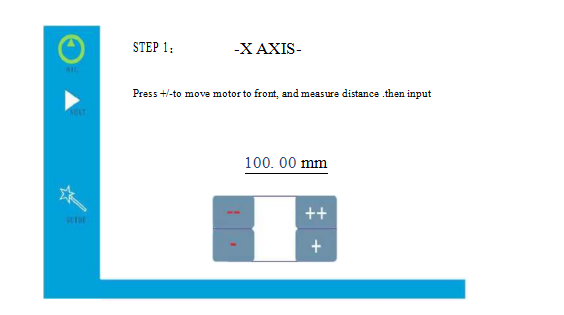
2.2.1 Eje X
2.2.2 Y axis
Siguiendo los pasos anteriores, ya está listo para ajustar el ángulo de curvatura.
2.3angle debugging
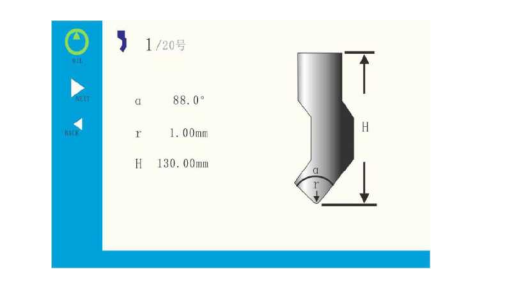
En primer lugar, fijamos los tamaños superior e inferior del molde:
2.31 upper mold
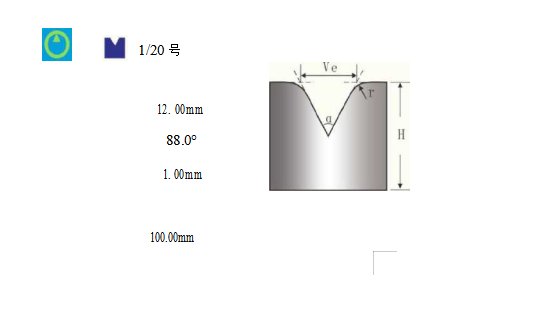
2.32 lower mold
2.33 other parameter
2.34 angle calibration
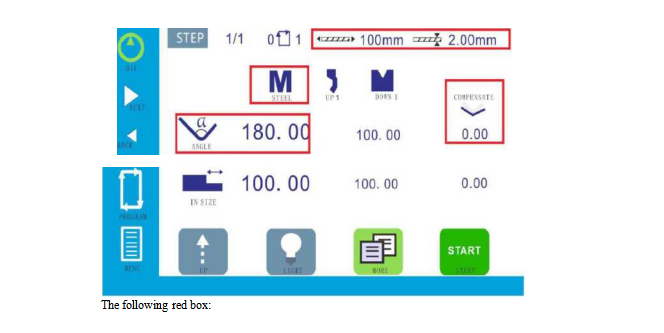
Configure el molde superior, el molde inferior, el material, el grosor de la placa y la longitud de la placa, haga clic en el menú e introduzca la depuración manual. Doble un Angulo a voluntad, luego haga click en el punto de referencia de coordenadas e introduzca la contraseña 1212. El Angulo real aparece, introduzca el Angulo real medido, y el Angulo se calibra.El diagrama de abajo:
2.34 length of calibration
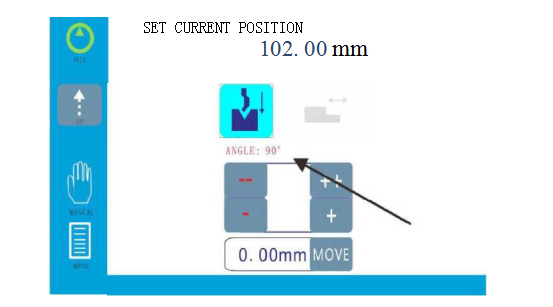
When the user uses the inner ruler to bend and inputs the size of the inner ruler as 100, if the actual measurement is 101, then click the menu into manual and change the coordinate reference point to 101.
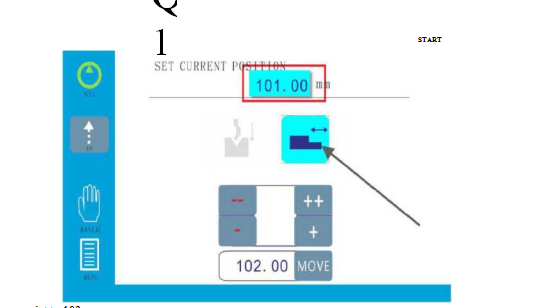
When the user uses the outside dimension to bend, if the actual outside dimension is 105, switch to the top of the outside dimension, enter 105, and then switch to the inside dimension. If the inside dimension is 103, click the menu into the manual and change the coordinate reference
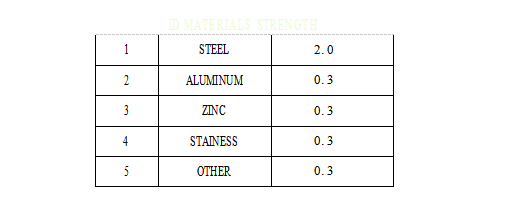
2.6 frame strength
Cuando el usuario necesita doblar la tabla larga, debido a que la tabla larga tiene un rebote mayor que la tabla corta, por lo que en el mismo Ángulo de plegado, la tabla larga debe ser presionada más profundamente que la tabla corta, con el fin de doblar correctamente el Ángulo requerido:
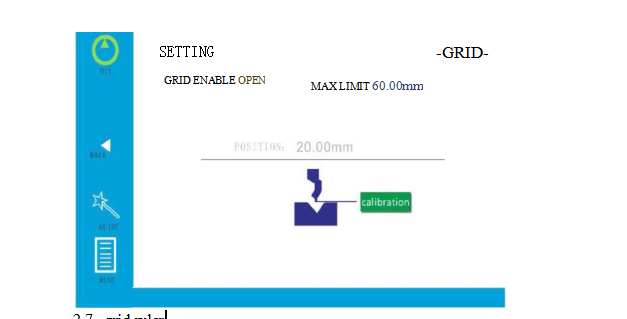
2.7 grid ruler
Antes de ajustar, por favor, cierre la regla de rejilla magnética primero, paso el molde superior y el molde inferior a la posición de enrasado, a continuación, haga clic en la tecla para calibrar, la posición actual cambiará automáticamente a 0 mm, a continuación, paso para detener el deslizador, compruebe si va a levantar el cilindro de aceite, y establecer la posición límite máximo.
2.8 mechanical compensation
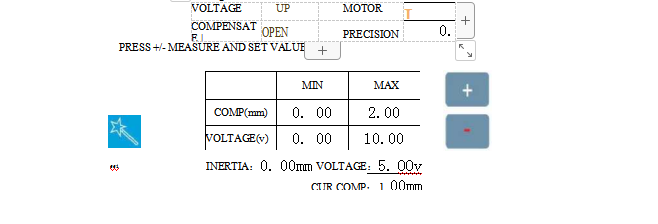
Drive the compensation motor to the maximum position, input the maximum voltage and the maximum height.Then the compensation motor is driven to the minimum position, input the minimum voltage and the minimum height.
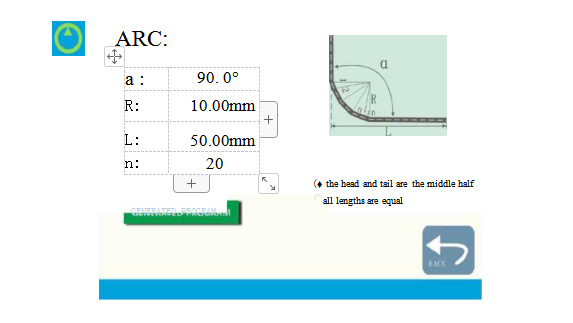
2.9 great arc
Para establecer el tamaño del arco, haga clic para generar el programa