1 Overview…………………………………………………………………………………………………………………….3
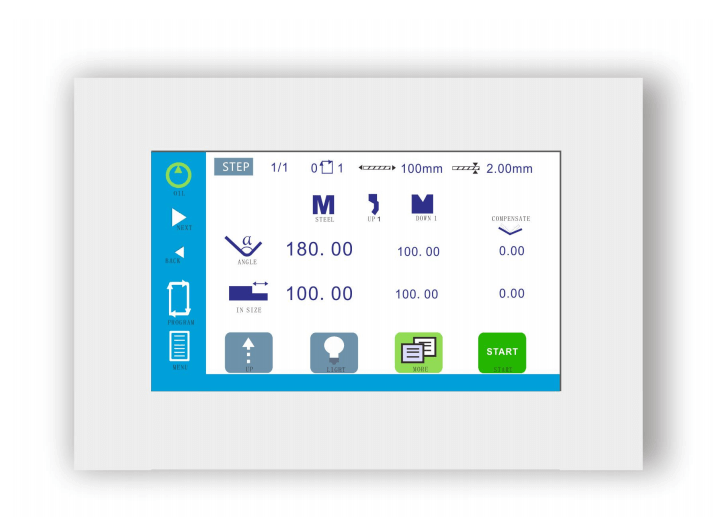
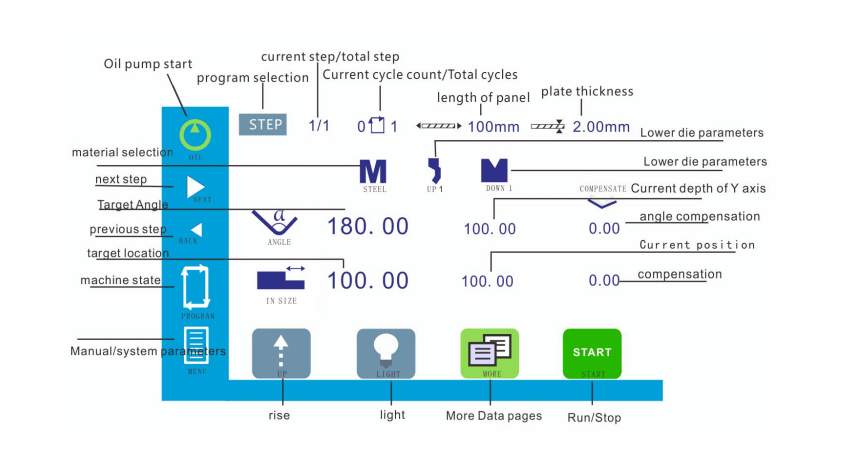
1.1 Programming/running………………………………………………………………………………………………3
1.2 More programming………………………………………………………………………………………………….3
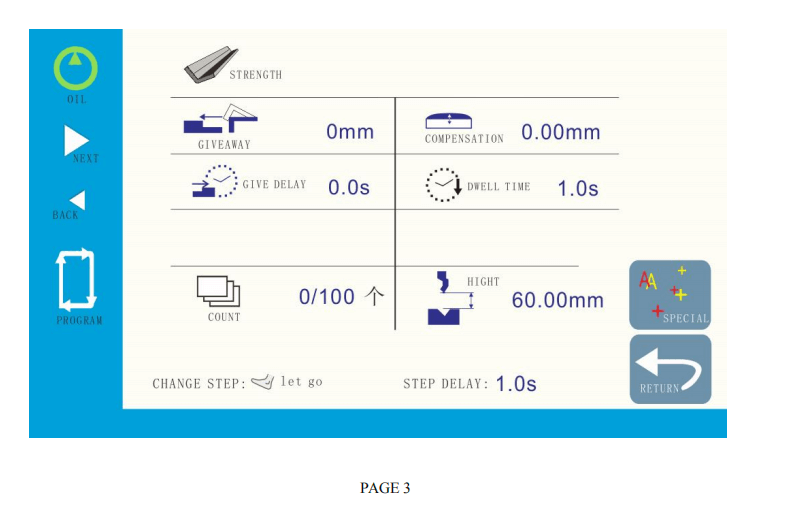
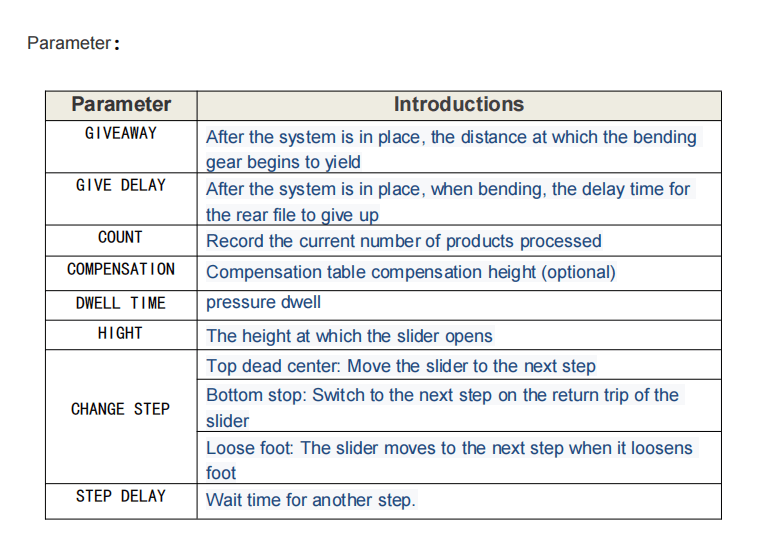
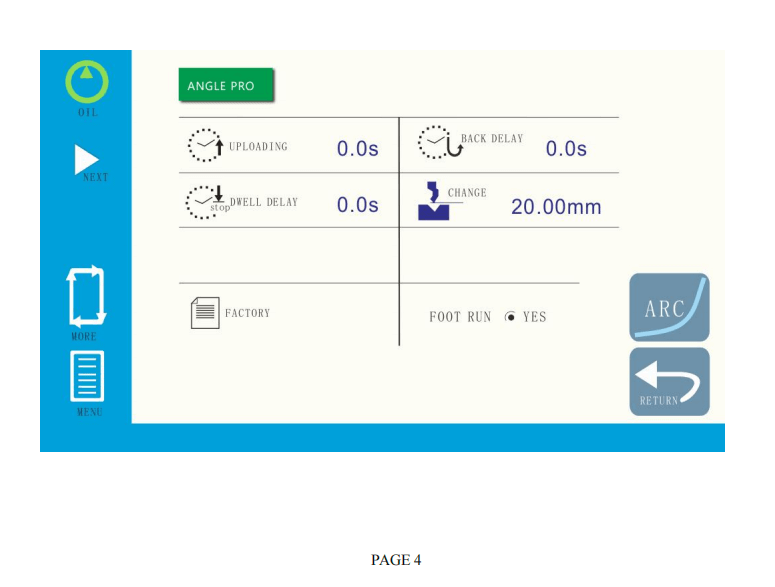
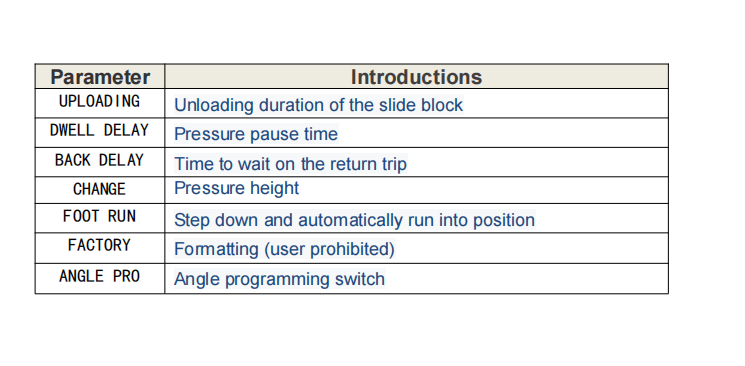
1.3 Advanced parameters………………………………………………………………………………………………. 4
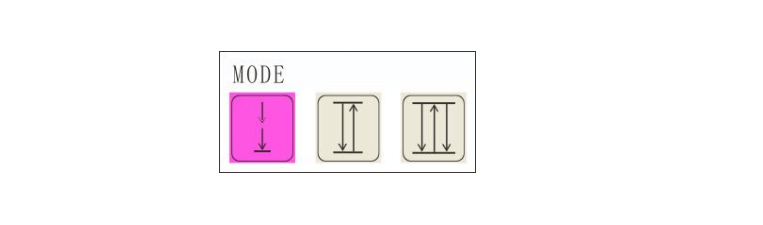
1.4 Mode selection………………………………………………………………………………………………………..5
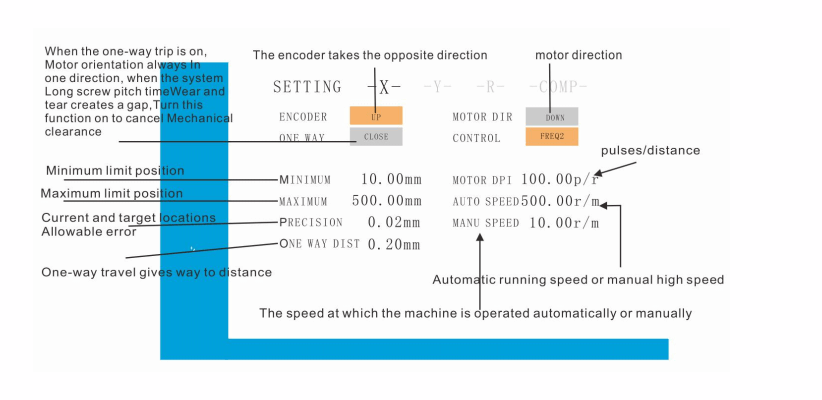
1.5 System parameter…………………………………………………………………………………………………….6
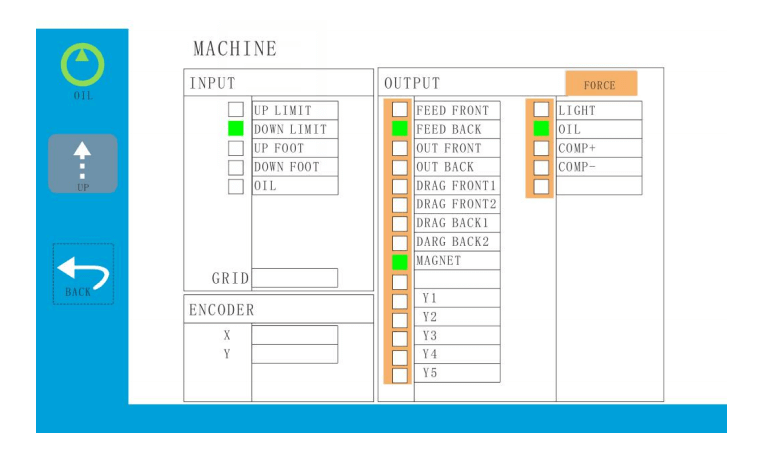
1.6 Machine diagnosis………………………………………………………………………………………………….. 6
2.Debugging system………………………………………………………………………………………………….7
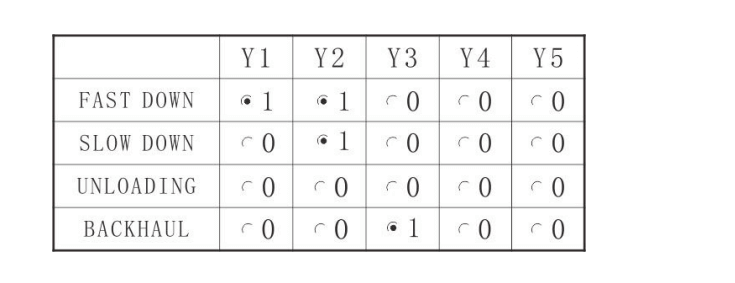
2.1 Valve settings………………………………………………………………………………………………………….. 7
2.2 Coefficient……………………………………………………………………………………………………………… 8
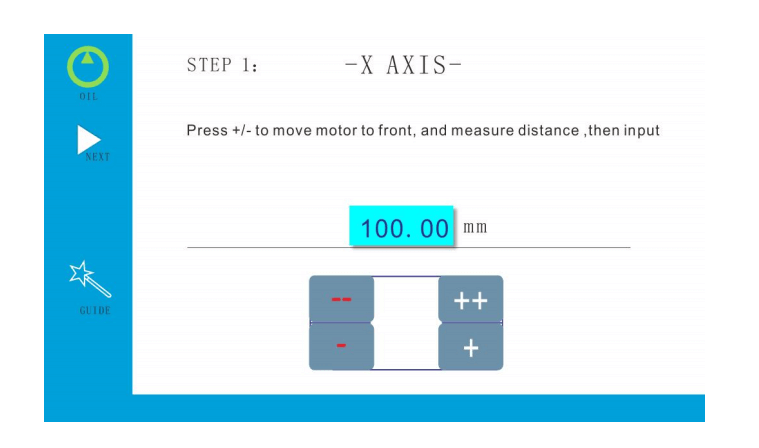
2.2.1 X axis……………………………………………………………………………………………………………………8
2.2.2 Y axis………………………………………………………………………………………………………………….. 8
2.3 Angle Debugging…………………………………………………………………………………………………….. 9
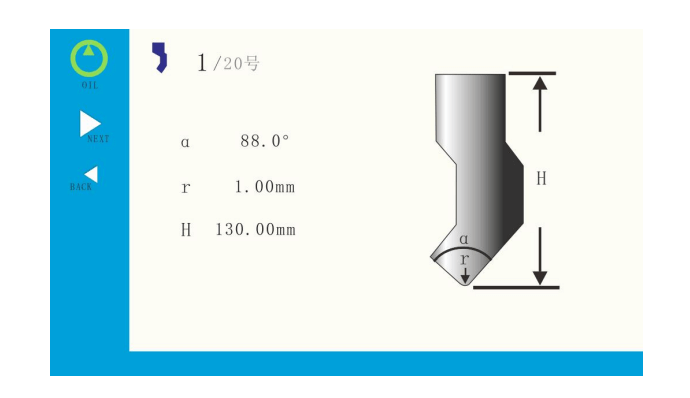
2.3.1 Upper mold…………………………………………………………………………………………………………..9
2.3.2 Lower mold…………………………………………………………………………………………………………..9
2.3.3 Other parameter…………………………………………………………………………………………………..10
2.4 Angle calibration…………………………………………………………………………………………………… 10
2.5 Length of calibration……………………………………………………………………………………………….11
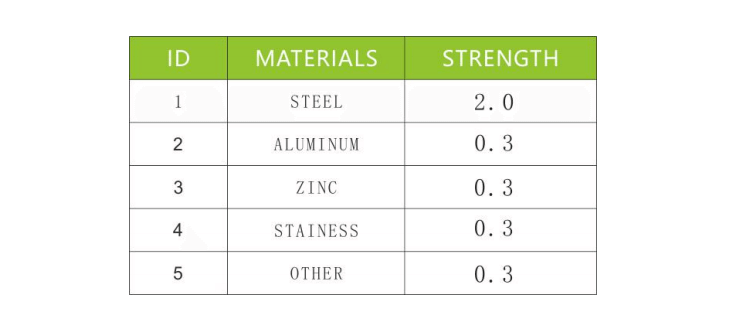
2.6 Frame strength……………………………………………………………………………………………………….12
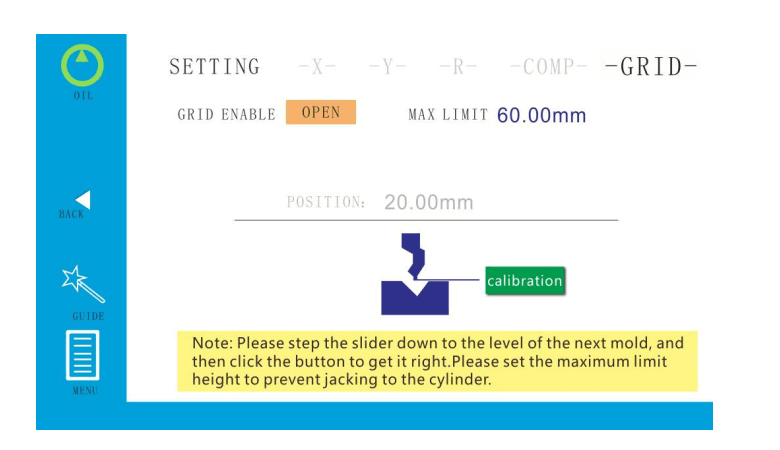
2.7 Grid ruler……………………………………………………………………………………………………………… 12
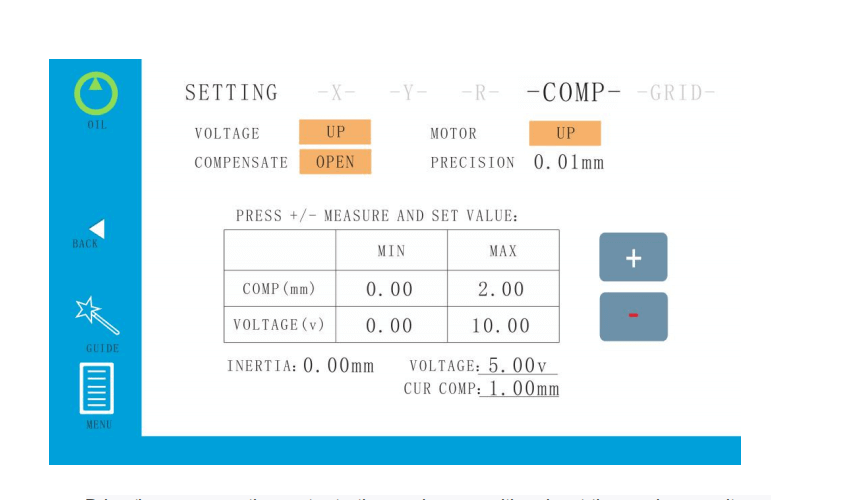
2.8 Mechanical compensation……………………………………………………………………………………… 13
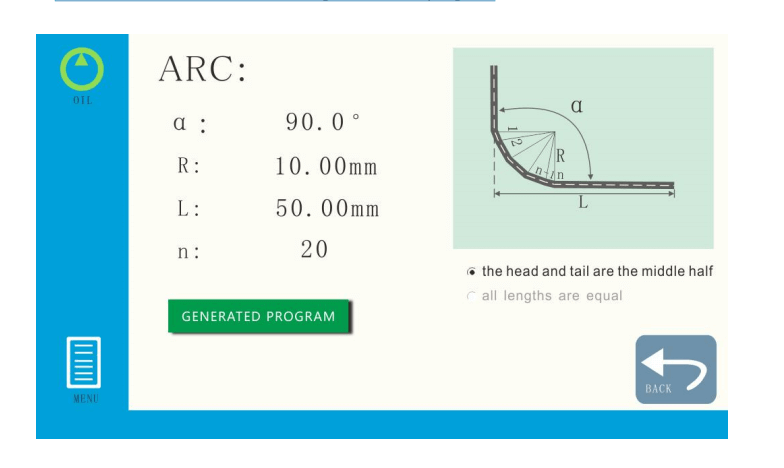
2.9 Great arc………………………………………………………………………………………………………………. 13
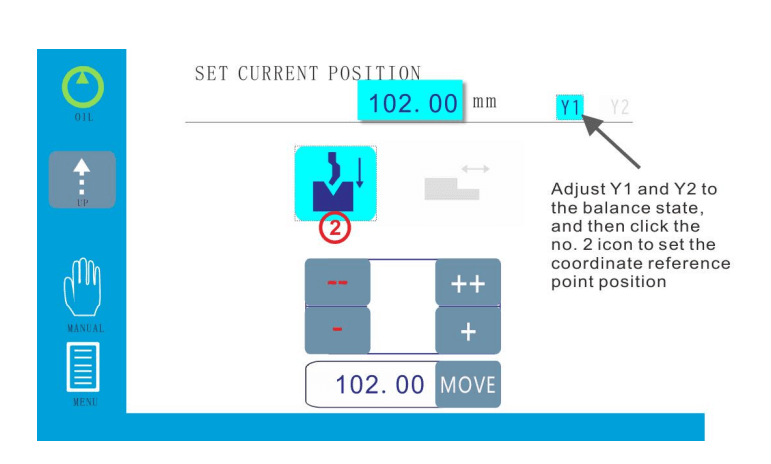
2.10 Y1-Y2 axis……………………………………………………………………………………………………………..14
3.User operation………………………………………………………………………………………………………14
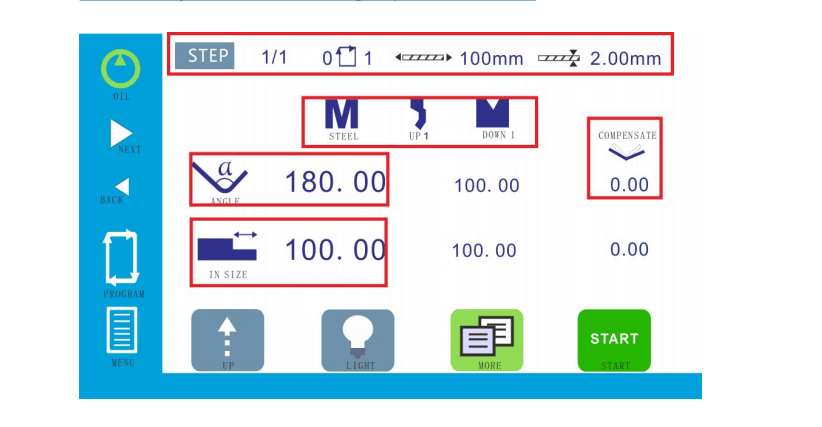
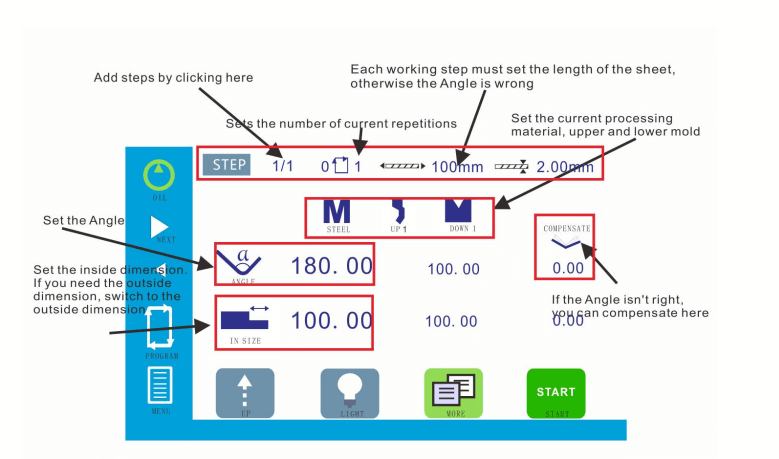
3.1 Single step programming……………………………………………………………………………………….. 14
3.2 Multi-step programming…………………………………………………………………………………………15
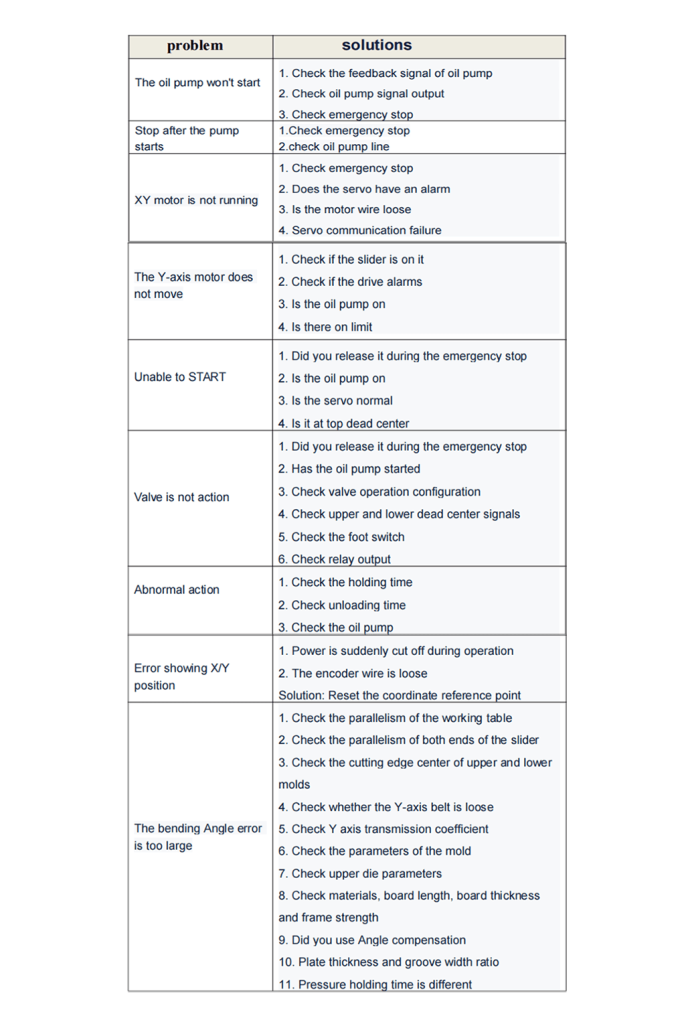
4.Common problem…………………………………………………………………………………………………15