
Sobre nós
Learn press brake bending radius with charts, formulas, and expert tips. Avoid cracking, improve accuracy, and optimize sheet metal bending.


Contactar-nos
Publicações recentes


Categorias
Siga-nos
Novo vídeo semanal
1. Introduction
In sheet metal fabrication, achieving precise and consistent bends is critical for product quality and production efficiency. One of the most important yet often misunderstood parameters is the press brake bending radius.
Whether you are an engineer designing parts, a fabricator operating a travão de prensa, or a buyer selecting equipment, understanding bending radius helps you:
- Prevent material cracking
- Improve dimensional accuracy
- Optimize tooling and machine selection
This guide provides a complete overview of bending radius, including standard charts, calculation formulas, and practical selection tips used in real-world manufacturing.

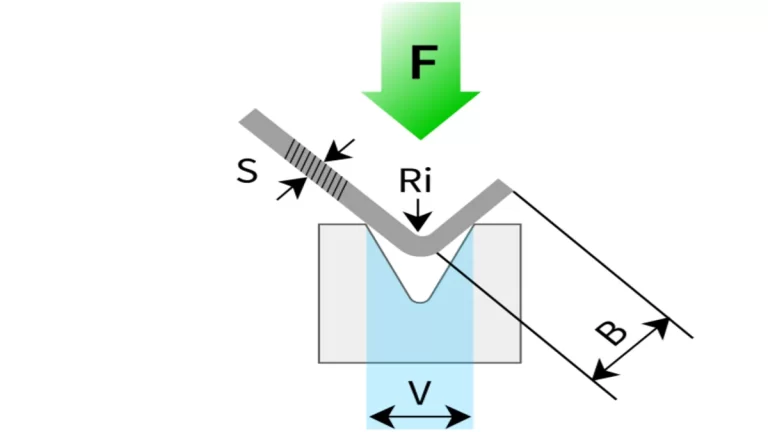
2. What Is Bending Radius in Press Brake?
O bending radius refers to the inside radius (IR) formed when sheet metal is bent using a press brake.
- Inside Radius (IR): Radius on the inner side of the bend
- Outside Radius: Outer curve after bending
- Neutral Axis: The layer in the material that neither compresses nor stretches
In most press brake applications, the inside radius is the key reference for calculations and tooling selection.
3. Why Bending Radius Matters
Choosing the correct bending radius is essential for both product quality and manufacturing efficiency.
1. Prevents Material Cracking
If the radius is too small relative to material thickness, the outer fibers stretch excessively and may crack—especially in stainless steel or high-strength materials.
2. Ensures Dimensional Accuracy
Incorrect radius leads to errors in bend allowance and final part dimensions, affecting assembly fit.
3. Affects Springback
Larger bending radii typically result in greater springback, requiring compensation during bending.
4. Standard Bending Radius Chart
The table below shows typical minimum bend radius recommendations for common sheet metal materials.
| Material | Thickness (T) | Minimum Bend Radius |
|---|---|---|
| Mild Steel | 1.0 mm | 1.0T |
| Aço inoxidável | 1.0 mm | 1.5T – 2.0T |
| Aluminum | 1.0 mm | 0.8T – 1.0T |
| Copper | 1.0 mm | 0.7T – 1.0T |
| Brass | 1.0 mm | 1.0T |
👉 Key rule:
Minimum bending radius is usually expressed as a multiple of material thickness (T).
⚠️ Note: Values may vary depending on material grade and temper (e.g., aluminum T6 requires larger radius).
5. Bending Radius Calculation Formula
Understanding formulas helps improve precision and reduce trial-and-error.
5.1 Inside Radius Estimation (Air Bending)
A widely used empirical formula:
R ≈ V / 6
Where:
- R = Inside bending radius
- V = Die opening width
👉 Example:
If V = 12 mm → R ≈ 2 mm
5.2 Bend Allowance Formula
To calculate flat pattern length:
BA = (π × (R + K × T) × A) / 180
Where:
- BA = Bend Allowance
- R = Inside radius
- T = Material thickness
- K = K-factor (typically 0.3–0.5)
- A = Bend angle (degrees)
5.3 K-Factor Reference
| Material | Typical K-Factor |
|---|---|
| Mild Steel | 0.3 – 0.4 |
| Aço inoxidável | 0.4 – 0.5 |
| Aluminum | 0.33 – 0.4 |
5.4 Springback Estimation (Conceptual)
Springback depends on material properties:
Springback ∝ (Yield Strength / Elastic Modulus)
👉 Stronger materials = more springback
6. Factors Affecting Bending Radius
Several variables influence the final bending radius:
1. Material Type
- Stainless steel → larger radius required
- Aluminum → more flexible but varies by temper
2. Material Thickness
Thicker sheets require larger radii to avoid cracking.
3. Tooling (Die Opening)
Larger V-opening → larger bending radius
4. Bending Method
Different methods produce different radius behavior.
5. Grain Direction
Bending across the grain reduces cracking risk compared to bending along the grain.
7. Bending Methods vs Radius
Different press brake bending methods affect radius control and accuracy.
| Method | Radius Control | Accuracy | Force Required |
|---|---|---|---|
| Air Bending | Flexível | Medium | Low |
| Bottoming | More fixed | High | Medium |
| Coining | Very precise | Very High | Very High |
Key Insight:
- Air bending: Most common, flexible radius control
- Coining: Best precision but highest tonnage requirement
8. Common Bending Radius Mistakes
Avoiding these mistakes can significantly reduce production issues:
❌ Radius Too Small
Leads to cracking or surface defects
❌ Ignoring Springback
Results in inaccurate bend angles
❌ Wrong Tool Selection
Incorrect die opening leads to inconsistent radius
❌ Ignoring Grain Direction
Increases risk of fracture
❌ No Test Bending
Skipping trial bends leads to costly errors in batch production
👉 Choosing the right press brake and tooling setup can effectively eliminate most of these problems.
9. How to Choose the Right Bending Radius
A practical step-by-step approach:
Step 1: Identify Material & Thickness
Start with material specs and mechanical properties
Step 2: Refer to Standard Chart
Use recommended minimum radius values
Step 3: Select Die Opening (V)
Apply rule:
V ≈ 6T – 10T (depending on material)
Step 4: Estimate Radius
Use:
R ≈ V / 6
Step 5: Compensate for Springback
Adjust angle or tooling
Step 6: Perform Test Bending
Validate before mass production
💡 Practical Tip:
Modern CNC press brakes (such as DURMAPRESS systems) can automatically compensate for bending parameters, improving consistency and reducing setup time.
10. FAQ
Q1: What is the minimum bend radius for sheet metal?
It depends on material and thickness, typically ranging from 1T to 2T.
Q2: How do you calculate bending radius?
Use the empirical formula:
R ≈ V / 6
Or refer to standard bending charts.
Q3: Why does metal crack during bending?
Common causes include:
- Radius too small
- Incorrect grain direction
- Material too hard
Q4: Does bending method affect radius?
Yes. Air bending allows flexible radius control, while coining produces a fixed radius.
Q5: What is a good K-factor value?
Typically between 0.3 and 0.5, depending on material type.
Conclusão
Understanding and controlling the press brake bending radius is essential for achieving high-quality sheet metal parts. By combining standard charts, calculation formulas, and proper tooling selection, manufacturers can:
- Reduce defects
- Improve efficiency
- Ensure consistent results
For high-precision applications, investing in advanced press brake systems and proper tooling is equally important.
