Press Brake Dies: 10 Types Explained and How to Choose the Right One
- Conocimientos, Noticias
- 90+ reading now
Durmapress specializes in designing, manufacturing, and selling various metal processing equipment, including bending machines, shears, punches, and laser cutting machines. The company was founded in 2014, with years of experience and technology accumulation. DurmaPress has become one of the well-known brands in China's metal processing machinery industry.


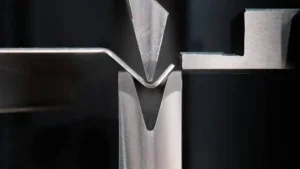
A press brake die is the lower tool used in a press brake machine to support sheet metal during the bending process. Together with the punch, the die determines the bend angle, inside radius, dimensional accuracy, and overall quality of the finished part.
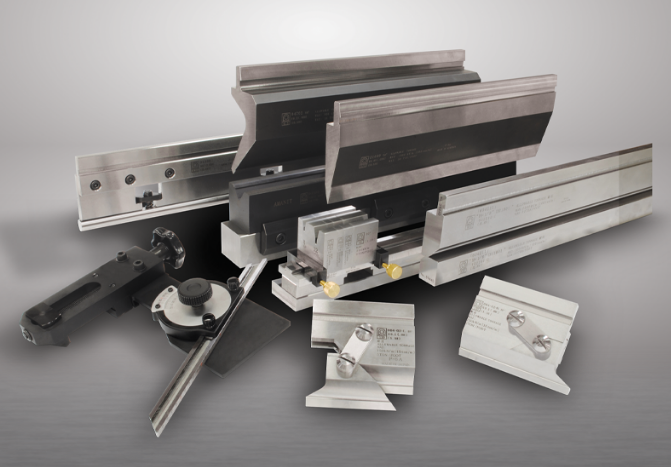
Press brake dies are available in various shapes and configurations to accommodate different materials, bend geometries, and production requirements. Selecting the correct die is essential for achieving accurate bends, reducing setup time, preventing material damage, and maximizing productivity.
For a detailed explanation of die designs, applications, and selection methods, see our guide: The Complete Guide to PressBrake Tooling: Types,Materials & Selection Tips.
Many bending problems can be traced back to improper die selection. Using the wrong die can result in excessive springback, inaccurate angles, surface marks, cracking, increased tooling wear, and unnecessary machine load.
The right press brake die helps manufacturers:
For these reasons, understanding different press brake die types is critical for any sheet metal fabrication operation.
The table below provides a quick overview of the most common press brake die types and their primary applications.
| Die Type | Primary Application | Key Advantage |
|---|---|---|
| Single V Die | General sheet metal bending | Most versatile and widely used |
| Troquel Multi-V | Different material thicknesses | Reduces tool changes |
| Self-Centering Die | Plegado de precisión | Improved alignment and consistency |
| Acute Die | Overbending and springback compensation | Better angle accuracy |
| Hemming Die | Folding sheet edges | Creates smooth and reinforced edges |
| Offset (Z-Bend) Die | Z-shaped bends | Forms two bends in one operation |
| Radius Die | Large-radius bends | Reduces cracking risk |
| Channel Forming Die | U-shaped channels and profiles | Mayor productividad |
| Rotary Die | Mark-free bending | Protects finished surfaces |
| Corrugating Die | Corrugated sheet production | Adds strength and decorative patterns |
Single V dies are the most common press brake dies used in sheet metal fabrication. They feature a single V-shaped opening and are suitable for air bending, bottom bending, and general-purpose forming operations.
Aplicaciones
Advantages

Multi-V dies contain several V-openings of different widths in one die body. Operators can rotate the die to use the appropriate opening for different material thicknesses.
Aplicaciones
Advantages
Self-centering dies automatically position the workpiece in the center of the die opening during bending.
Aplicaciones
Advantages
Acute dies feature included angles smaller than 90 degrees. They are commonly used to compensate for springback when bending high-strength materials.
Aplicaciones
Advantages
Hemming dies are designed to fold a sheet metal edge back onto itself to create a smooth, safe, and reinforced edge.
Aplicaciones
Advantages
Offset dies form two opposing bends simultaneously to create a Z-shaped profile.
Aplicaciones
Advantages
Radius dies are used when a larger inside bend radius is required than can be produced by a standard V die.
Aplicaciones
Advantages
Channel forming dies create U-shaped or channel-shaped profiles in a single operation.
Aplicaciones
Advantages
Rotary dies use rotating inserts that roll with the material during bending instead of allowing the material to slide across fixed shoulders.
Aplicaciones
Advantages
Corrugating dies create corrugated or ribbed patterns in sheet metal.
Aplicaciones
Advantages
Choosing the correct die depends on several important factors.
The V-opening should be selected according to material thickness. A common guideline is the 8× rule, where the V-opening is approximately eight times the material thickness for mild steel.
Different materials behave differently during bending. Stainless steel and high-strength steels typically require larger V-openings and greater springback compensation.
Large-radius bends often require dedicated radius dies rather than standard V dies.
The desired bend angle determines the appropriate die angle. Acute dies are often used when overbending is necessary.
High-volume production may justify the use of specialized dies such as channel dies, hemming dies, or rotary dies to improve efficiency.
Always verify that the required tonnage is within the rated capacity of both the press brake and the tooling.
The following chart provides a general starting point for selecting V-opening sizes.
| Material Thickness | Recommended V Opening |
| 1 mm | 8 mm |
| 1.5 mm | 12 mm |
| 2 mm | 16 mm |
| 3 mm | 24 mm |
| 4 mm | 32 mm |
| 5 mm | 40 mm |
| 6 mm | 48 mm |
Actual die selection may vary depending on material type, bend radius requirements, and bending method.
Avoiding common mistakes can improve part quality and reduce production costs.
A narrow V-opening increases tonnage requirements and may cause cracking.
Different materials spring back differently after bending. Failure to compensate can lead to inaccurate angles.
Incorrect die angles may result in dimensional errors and inconsistent bends.
Overloading tooling can cause premature wear, deformation, or tool failure.
Dedicated radius dies often provide better results for large-radius applications.
Finished or coated materials may require rotary dies or protective films to prevent marking.
Press brake dies are a critical component of every bending operation. From versatile single V dies to specialized rotary, hemming, and offset dies, each tooling design serves a specific purpose and offers unique advantages.
Understanding the characteristics, applications, and limitations of different die types allows fabricators to make better tooling decisions, improve bending accuracy, reduce setup time, and increase overall productivity.
Ultimately, successful press brake bending depends not only on the machine itself but also on selecting the right die for the material, bend geometry, and production requirements. Investing time in proper die selection will result in higher-quality parts, lower operating costs, and more efficient manufacturing processes.

Rellene la siguiente información para recibir un presupuesto gratuito y un folleto de productos. Le responderemos en 24 horas.

