Q1: What is the minimum bend radius for sheet metal?
The minimum bend radius is typically equal to the material thickness, though this varies by material. Softer materials like mild steel and 5052 aluminum allow tighter radii.
Q2: What thickness can a press brake handle?
Most CNC press brakes handle material from 0.5 mm to 20 mm, depending on machine tonnage and material type.
Q3: Is sheet metal bending suitable for stainless steel?
Yes. Common grades like 304 and 316 are routinely bent, though stainless steel work-hardens during bending, which requires attention to tooling and bend sequence.
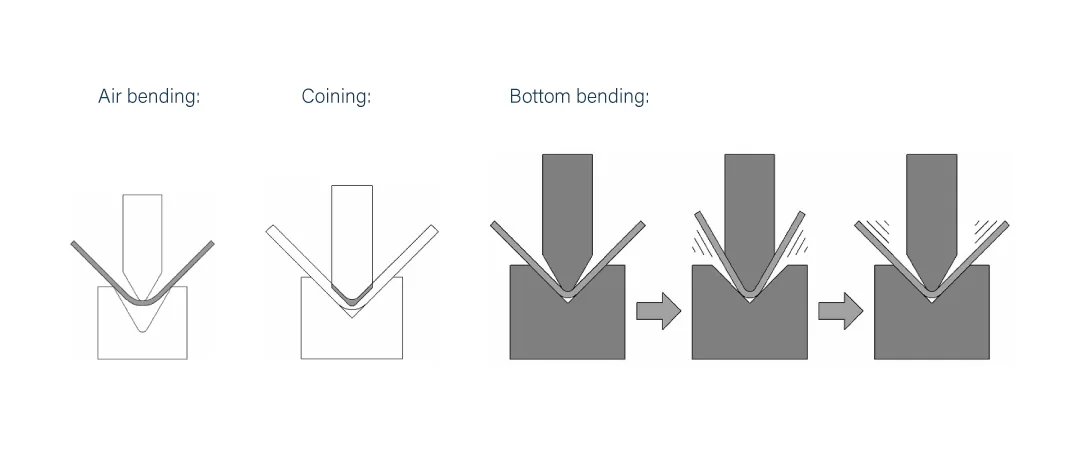
Q4: What is the difference between air bending and bottom bending?
Air bending leaves a gap between the sheet and die bottom, requiring less tonnage but slightly more operator control. Bottom bending presses the sheet fully against the die for more consistent angles and less springback, but requires more force and more dies.