
О нас
Durmapress specializes in designing, manufacturing, and selling various metal processing equipment, including bending machines, shears, punches, and laser cutting machines. The company was founded in 2014, with years of experience and technology accumulation. DurmaPress has become one of the well-known brands in China's metal processing machinery industry.


Свяжитесь с нами
Последние сообщения


Категории
Следуйте за нами
Еженедельное новое видео
Оглавление
1.What Is Sheet Metal Bending?
Definition:Sheet metal bending is a metal forming process that applies controlled force to deform flat metal sheets into precise angular or curved geometries — such as V-shapes, U-shapes, or multi-bend profiles — without removing any material.
Purpose:Bending is widely used to produce brackets, enclosures, panels, frames, and structural components across industries including automotive, aerospace, construction, and industrial equipment manufacturing.

2.How Sheet Metal Bending Works?
Process:The basic process involves placing a sheet between a punch (upper tool) and a die (lower tool) on a press brake. When the punch descends, it applies force at the bend line, deforming the metal to the target angle. For multi-bend parts, this is repeated in a planned sequence.
Equipment:Листогибочный пресс
The press brake is the core machine for sheet metal bending. Modern CNC press brakes automate force calculation and ram positioning, enabling high repeatability and complex bend sequences with minimal operator input.
Key press brake types include:
- Гидравлика — high force, precise control
- ЧПУ — automated, consistent, suitable for complex parts
- Pneumatic — lower tonnage, ideal for small/thin parts

Листогибочный пресс с ЧПУ
3.Types of Sheet Metal Bending
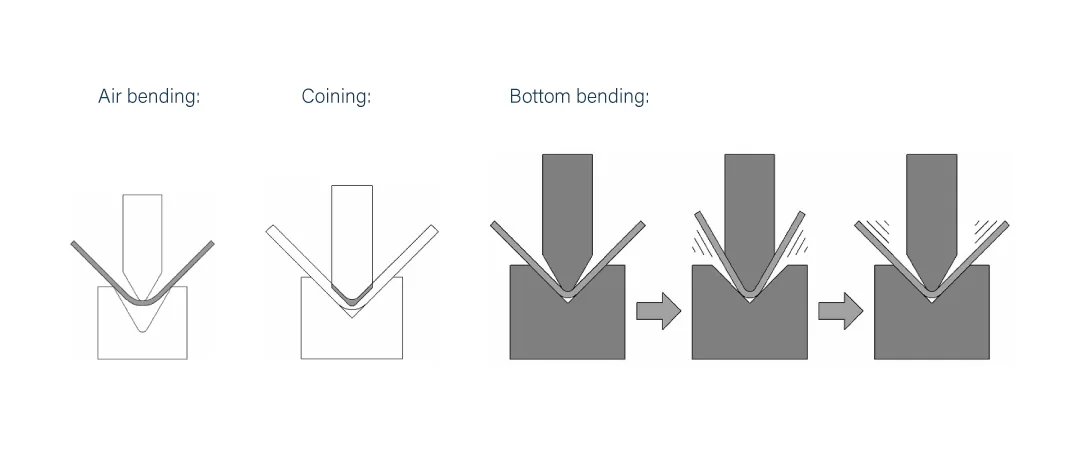
3.1 Air Bending
The punch presses the sheet partway into a V-die without touching the bottom. It requires the least force and allows angle adjustment by controlling punch depth — making it the most common method in modern fabrication.
3.2 Bottom Bending
The punch presses the material fully against the die surface. This produces more consistent angles with less springback, but requires different dies for different bend radii and higher tonnage.
3.3 Coining
The punch forces the material to permanently conform to the die shape under very high pressure. Springback is minimal and precision is highest — but tonnage requirements are significantly greater.
3.4 Rolling
Sheet is passed through a series of rollers to create large-radius curves or cylindrical forms. Common for ductwork, tanks, and structural tubes.
4.Materials for Sheet Metal Bending
| Материал | Bendability | Common Use |
|---|---|---|
| Mild Steel | Excellent | General fabrication |
| Нержавеющая сталь | Good (prone to work hardening) | Food / medical equipment |
| Aluminum 5052 | Excellent | Lightweight structures |
| Aluminum 6061 | Difficult (risk of cracking) | Structural, annealing recommended |
| Galvanized Steel | Good | Outdoor / corrosion-resistant parts |
| Copper | Excellent | Electrical components |
Material selection affects not only formability but also the required press tonnage and bend radius. Harder materials demand greater force and larger minimum bend radii to prevent cracking.
5.Key Design Considerations
5.1 Bend Radius
As a general rule, the inside bend radius should be at least equal to the material thickness. Too tight a radius risks cracking; too large a radius may reduce structural stiffness.
5.2 K-Factor
The K-factor represents the ratio of the neutral axis location to material thickness during bending. It is used to calculate bend allowance — the amount of extra material needed to account for stretching. Typical K-factor values range from 0.3 to 0.5 depending on material and tooling.
5.3 Springback
After bending, metals partially return toward their original shape. To compensate, operators overbend slightly beyond the target angle. CNC press brakes with real-time feedback sensors can automatically correct for springback variation.
Standard angle tolerance: ±1°; high-precision: ±0.5°
6.Advantages of Sheet Metal Bending
- Скорость — CNC bending requires minimal tooling changeover and can run near-continuously.
- Accuracy — Modern press brakes achieve tolerances as tight as ±0.05 mm.
- No dedicated tooling — Standard punches and dies suit most geometries, eliminating tooling lead times.
- Single-piece fabrication — Complex parts can be bent from one sheet, reducing assembly steps and failure points.
- Cost-effective for low-to-mid volumes — Ideal for orders ranging from single prototypes to several thousand pieces.
7.Cost of Sheet Metal Bending
Bending costs are influenced by several factors:
- Part complexity — More bends mean more setups and longer cycle times.
- Material type and thickness — Harder or thicker materials require higher-tonnage machines.
- Volume — Higher quantities reduce cost per part through amortized setup time.
- Tolerances — Tight tolerances require additional setup, inspection, and potentially premium equipment.
For high volumes exceeding tens of thousands of units, stamping typically becomes more cost-efficient than bending. For low-to-medium volumes, bending offers a superior balance of flexibility and cost.
8.FAQ
Q1: What is the minimum bend radius for sheet metal?
The minimum bend radius is typically equal to the material thickness, though this varies by material. Softer materials like mild steel and 5052 aluminum allow tighter radii.
Q2: What thickness can a press brake handle?
Most CNC press brakes handle material from 0.5 mm to 20 mm, depending on machine tonnage and material type.
Q3: Is sheet metal bending suitable for stainless steel?
Yes. Common grades like 304 and 316 are routinely bent, though stainless steel work-hardens during bending, which requires attention to tooling and bend sequence.
Q4: What is the difference between air bending and bottom bending?
Air bending leaves a gap between the sheet and die bottom, requiring less tonnage but slightly more operator control. Bottom bending presses the sheet fully against the die for more consistent angles and less springback, but requires more force and more dies.
9.Conclusion
Sheet metal bending remains one of the most efficient and flexible processes in metal fabrication. From simple brackets to complex multi-bend enclosures, a well-designed bending process delivers speed, accuracy, and cost savings — especially at low-to-medium production volumes. Understanding the fundamentals of bend types, material behavior, and design constraints is essential for optimizing parts from the very beginning.
Stay Updated on Industrial Innovations
Subscribe to our newsletter for the latest insights on manufacturing technology, sustainability, and industry trends.
