

особенности
- Листогибочные прессы серии EP работают без гидравлического масла, приводятся в действие электрическим цилиндром, что исключает загрязнение гидравлики и обеспечивает точность станка.
- В нашей уникальной конструкции электрического цилиндра используются сверхпрочные шариковые винты, обеспечивающие исключительную точность и долговечность.
- Машина приводится в движение серводвигателем, потребляющим минимальное количество энергии для энергоэффективной работы, что позволяет сэкономить более 50% по сравнению с гидравлическими моделями.
- Серия EP универсальна и подходит для кухонной утвари, электрических шкафов, новых источников энергии, накопителей энергии и скобяных изделий.
- Эффективная смена и выравнивание инструмента для ускорения операций.
- Снижение производственных затрат для повышения экономической эффективности.
- При уменьшении объема топливного бака на 70% машина обеспечивает быстрое повышение производительности, сокращение времени рабочего цикла на 10% и повышение эффективности на 50% по сравнению с традиционными системами.
- Встроенный фильтр давления обеспечивает низкий уровень шума во время работы, повышая комфорт пользователя.
0
+
Страна-экспортер
0
/5
Уровень удовлетворенности клиентов
0
Члены профессиональной команды
СТАНДАРТНОЕ ОБОРУДОВАНИЕ
Другие компоненты
Каждая деталь может обеспечить долгий срок службы и снизить производственные затраты.
Рама машины
Листогибочные прессы Durmapress имеют прочную моноблочную раму из высокопрочной стали, обеспечивающую неизменную точность и надежность. Каждая рама закалена и имеет 15-летнюю гарантию.
Система гибочного станка
Переключение между китайским и английским интерфейсами. Программирование простое и легкое в управлении, с гладкими и бесшовными интерфейсными операциями от программы, пресс-формы, синтеза, программирования до гибки. 2D графическое программирование, дисплей, функции моделирования, алгоритмы высокоскоростного ускорения и замедления и другие функции.
Боковой быстрый зажим
Листогибочные прессы Durmapress имеют прочную моноблочную раму из высокопрочной стали, обеспечивающую неизменную точность и надежность. Каждая рама закалена и имеет 15-летнюю гарантию.
Уточка для предотвращения изгиба и позиционирования
Каждая модель нашего гибочного станка имеет достаточное пространство для листового металла, чтобы избежать вмешательства. Он может производить все виды сложных деталей из листового металла без опасений для пользователей. Пространство хода ползуна гибочного станка велико, и верхний штамп высотой 180 мм-210 мм может быть зажат в соответствии с различными моделями.
Структура заднего калибра
Для изготовления поперечной балки используется высококачественная углеродистая сталь, а общая структурная конструкция проста, компактна и стабильна, что обеспечивает высокую скорость и точность. Стандартная конфигурация задней блокировки материала этого станка - оси X и Y, с 2 регулируемыми блокирующими пальцами.
Строение тела
Станок обеспечивает высокую скорость подъема и стабильную точность повторения, а также эффективное производство за счет прямого привода винта серводвигателем. Во всех компонентах используются импортные серводвигатели, обеспечивающие точность, стабильность и долговечность. Все направляющие винта - импортные изделия класса C5, обеспечивающие высокую точность, отличную производительность и длительный срок службы. Минимальная единица настройки перемещения по оси Y составляет 0,005 мм.
Получите предложение прямо сейчас!
Свяжитесь с нами, чтобы получить брошюру о продукции или более подробную информацию

Почему выбирают нас
Четыре основных преимущества
Направляющие для винтов имеют класс C5 для точного перемещения, а минимальная единица настройки по оси Y составляет 0,005 мм. Полностью электрический сервогибочный станок отличается исключительной энергоэффективностью, потребляя менее 0,5 кВт электроэнергии в режиме простоя.
- Высокая точность и долгий срок службы
- Особенно энергосберегающие
- Высокая точность и долгий срок службы
- Экологичный и безопасный для окружающей среды
Почему стоит выбрать All Electric Press Brake?
1
Энергосбережение
Месячное потребление электроэнергии составляет 1/4 от потребления обычного гидравлического гибочного станка.
2
Защита окружающей среды
Гидравлическое масло не используется, поэтому утечка масла исключена, что делает мастерскую чище, аккуратнее и экологичнее.
3
Высокая эффективность
Благодаря использованию серводвигателей и винтового управления эффективность всего цикла удваивается по сравнению с гидравлическими гибочными станками.
Дурмапиновый завод
Смотреть видео
Производитель современного оборудования для обработки металла
технические параметры

Онлайн-калькулятор
Калькулятор параметров гибки листового металла
Расчет изгибающего усилия
Какое усилие необходимо приложить для сгибания детали?
Вы спрашиваете, мы отвечаем
Если у вас есть дополнительные вопросы, пожалуйста, свяжитесь с нами, и мы ответим в течение 24 часов.
- Материал (например, низкоуглеродистая сталь, нержавеющая сталь, алюминий и т.д.)
- Толщина (например, 4 мм, 6 мм и более)
- Рабочая длина (например, 12 футов, 3100 мм или 100 дюймов и т.д.)
- Прочность материала на разрыв (например, 450 МПа, 350 МПа и т.д.)
- Существует большая разница между торсионными гидравлическими листогибочными станками с ЧПУ (ручные листогибочные станки устарели) и электрогидравлическими сервомеханическими листогибочными станками с ЧПУ, первые используют торсионную ось, соединенную с левым и правым маятником и т.д., формирование принудительной синхронизации оси кручения на двух синхронизированных гидравлических цилиндрах вверх и вниз для поддержания синхронизации; а вторые используют пропорциональный электрогидравлический сервоклапан и другие гидравлические системы управления и шкалу для формирования замкнутого цикла управления. Иными словами, в листогибочном станке с ЧПУ используется механический метод синхронизации, а электрогидравлическая синхронизация представляет собой метод синхронизации с помощью сервопропорционального клапана.
- По сравнению с листогибочными станками с ЧПУ, которые управляются компьютером, корпус листогибочного станка с ЧПУ обрабатывается с относительно низкой точностью, поэтому он совершенно не может удовлетворить требованиям к точности электрогидравлического сервопропорционального клапана.
- Если вы хотите преобразовать листогибочный станок с ЧПУ в листогибочный станок с ЧПУ, необходимо добавить пропорциональный сервоклапан, шкалу, электрогидравлический контроллер ЧПУ и, возможно, добавить прецизионную систему обратных гибов; в то же время удалить балансировочный вал станка для гибки витых валов, гидравлический клапан, гидравлическую систему и другие компоненты, не только очень большая рабочая нагрузка, но и большие эксплуатационные расходы. Поэтому, если вы хотите обеспечить будущее развитие бизнеса, выбирайте лучшие листогибочные прессы.
- Включите питание, включите клавишный выключатель на панели управления, а затем нажмите на масляный насос для запуска.
- Регулировка хода, при использовании листогибочного пресса необходимо обратить внимание на регулировку хода, перед гибкой листового металла необходимо провести тестирование. Листогибочная машина на штампе должна быть установлена в нижней точке, чтобы обеспечить зазор по толщине листа. В противном случае форма листогибочного станка будет повреждена. Регулировка хода также осуществляется с помощью электрической быстрой регулировки и ручной тонкой настройки.
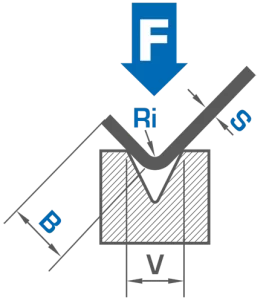
- При выборе гибочной оснастки (штампа) V-образного размера обычно выбирают толщину листа, в 8 раз превышающую V-образный размер паза. Например, для гибки листового материала толщиной 4 мм необходимо выбрать V-образный штамп диаметром около 32 мм.
- Регулировка задней шкалы, как правило, осуществляется с помощью ЧПУ и вручную. Задняя шкала передней и задней шкалы вызывается осью X, она может управляться контроллерами ЧПУ и CNC.
- Нажмите ножной переключатель, чтобы начать гибку, листогибочный станок и ножницы отличаются, могут быть освобождены в любое время, отпустите ногу листогибочный станок остановится, а затем шаг на продолжить вниз по линии.В соответствии с обычными гидравлическими листогибочный станок обработки Q235 пластины материала сделать простое введение
Конструкция оснастки для листогибочного пресса зависит от типа заготовки, которую изготавливает заказчик, и может быть разделена на выбор пуансона и выбор набора штампов. Ниже приведены правила:
Выбор перфорации :
- Если маленькая верхняя ножка длиннее нижней, то необходим перфоратор с гусиной шеей.
- Если маленькая верхняя ножка короче нижней, то подойдет любая форма пуансона.
- Когда малая верхняя ножка равна нижней, необходим смещенный острый удар.
Выбор штампа:
Клиент может использовать обычное правило 8×2 для сохранения бургета.
- Сначала определите диапазон толщин листового металла, который требуется согнуть. Например, может потребоваться гибка материала толщиной от 2 мм до V=16 мм Die
- Во-вторых, определите наименьший необходимый набор штампов, умножив толщину самого тонкого металла на 8. В данном случае для материала толщиной 3 мм потребуется наименьший штамп, следовательно: 3 × 8 = 24 мм, то есть размер набора штампов V округляется до 24 мм.
- В-третьих, определите необходимый наибольший размер набора штампов V, умножив толщину металла на 8. В данном случае для материала толщиной 6 мм потребуется самый большой штамп: 6×8 = 48 мм.
Теперь вы определили, какой самый маленький и самый большой штамп вам нужен - 2 мм и 6 мм. Чтобы заполнить промежуточное пространство, нужно начать с наименьшего размера V и удвоить его. В данном случае это дает штамп размером 16 мм (2 × 8 = 4). Формы для изготовления многогранников 32 мм, 48 мм.
Если деталь не нуждается в коротком фланце, узком смещении или малом радиусе, зачем усложнять задачу? Следуйте этим трем простым правилам, и вы улучшите угловые характеристики, сократите время наладки и уменьшите эксплуатационные расходы на инструмент.
Кроме того, инженер Durmapress может разработать специальную оснастку в соответствии с требованиями заказчика, поэтому просто свяжитесь с нами и пришлите чертежи вашей продукции.
Связаться с нами
Расположение
Высокие технологии, город Бованг, Мааньшань, Аньхой, Китай
Наши часы
7/24
Следуйте за нами
