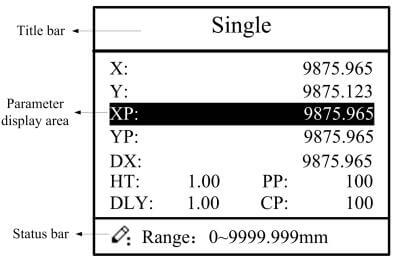


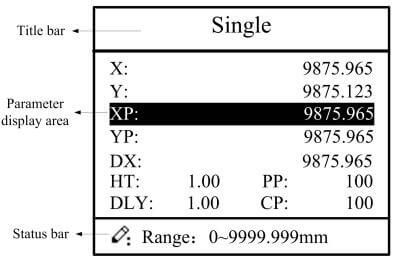
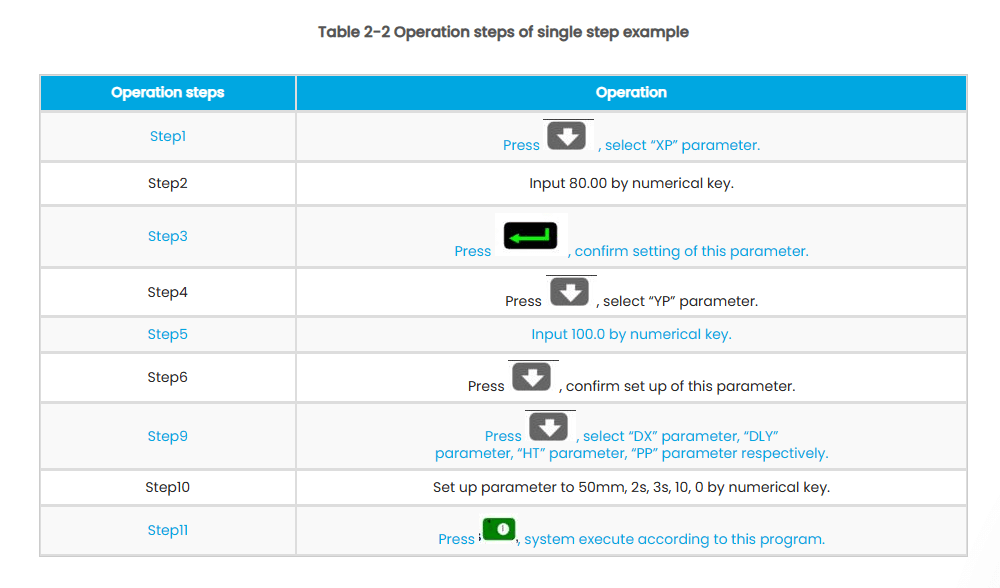
Рисунок 2-2 Страница настройки одноступенчатой программы
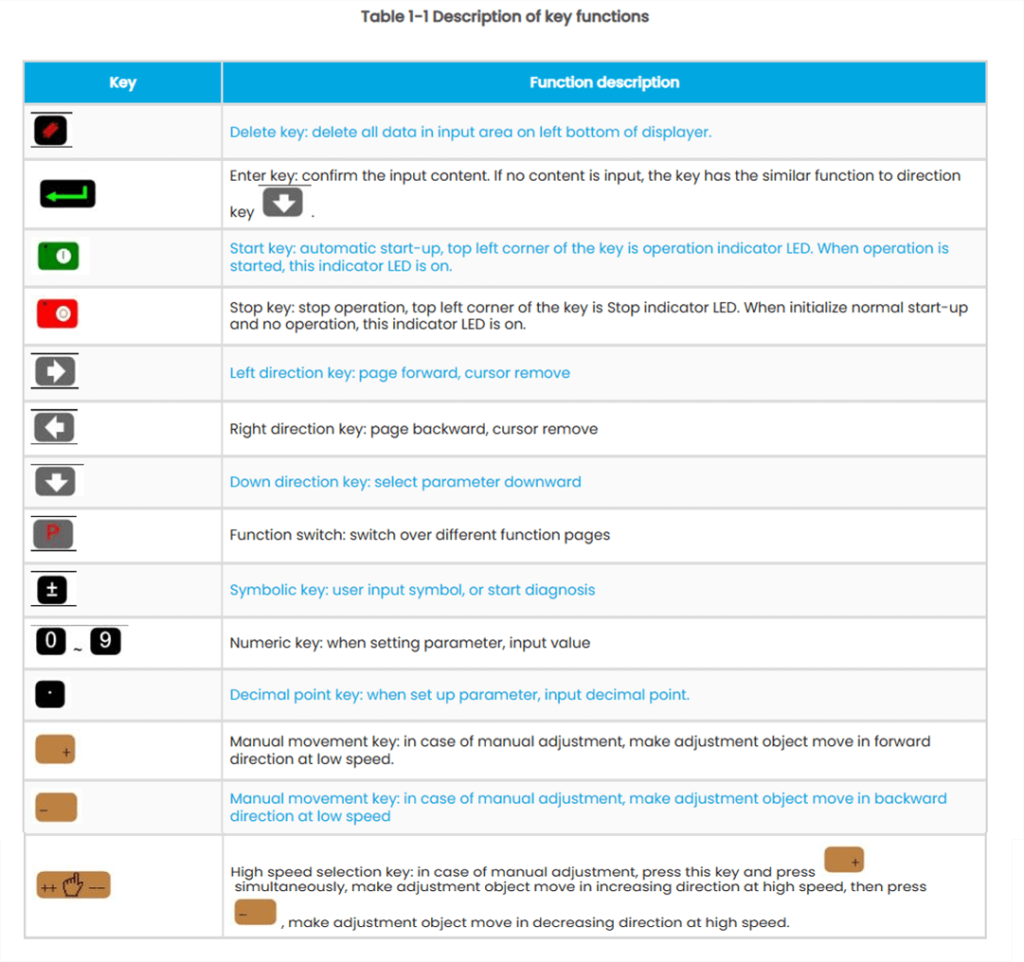
Шаг 2 Нажмите![]() , выберите параметр, который необходимо настроить, нажмите кнопку
, выберите параметр, который необходимо настроить, нажмите кнопку ![]() цифровая клавиша для ввода значения программы, нажмите для завершения ввода.
цифровая клавиша для ввода значения программы, нажмите для завершения ввода.
[Примечание] Параметр может быть установлен только при включенном индикаторе Stop.
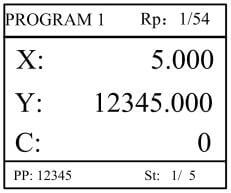
Шаг 3 Нажмите ![]() Система будет работать по этой программе, как показано на рис. 2-3.
Система будет работать по этой программе, как показано на рис. 2-3.
Внимание: Когда на странице отображается параметр X или Y, пожалуйста, не входите на страницу RUN, если вы не сбросили функцию обучения оси X или оси Y.
Многошаговая программа предназначена для обработки одной заготовки на разных этапах обработки, реализует последовательное выполнение нескольких этапов и повышает эффективность обработки.
- Шаг операции
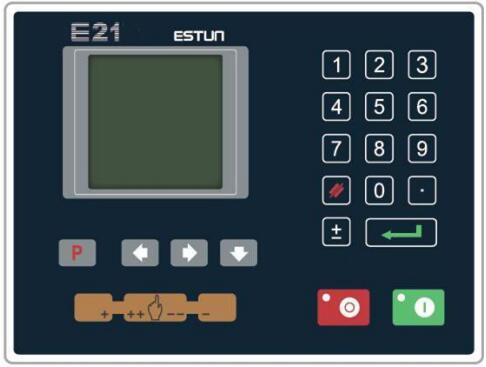
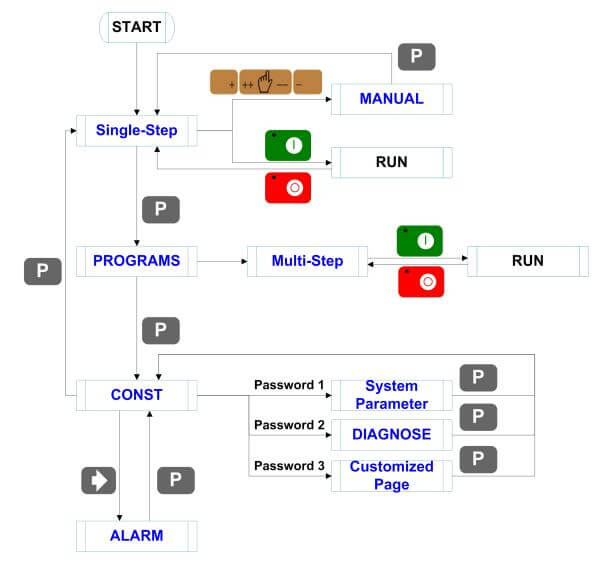
Шаг 1 При включении питания устройство автоматически отображает одношаговую страницу параметров.
Шаг 2 Нажмите ![]() Перейдите на страницу управления программой, как показано на рис. 2-4.
Перейдите на страницу управления программой, как показано на рис. 2-4.
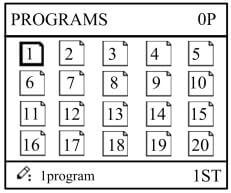
Рисунок 2-4 Страница управления программой
Шаг 3 Нажмите ![]()
![]()
![]() , выберите серийный номер программы или введите номер программы напрямую, например, введите "1".
, выберите серийный номер программы или введите номер программы напрямую, например, введите "1".
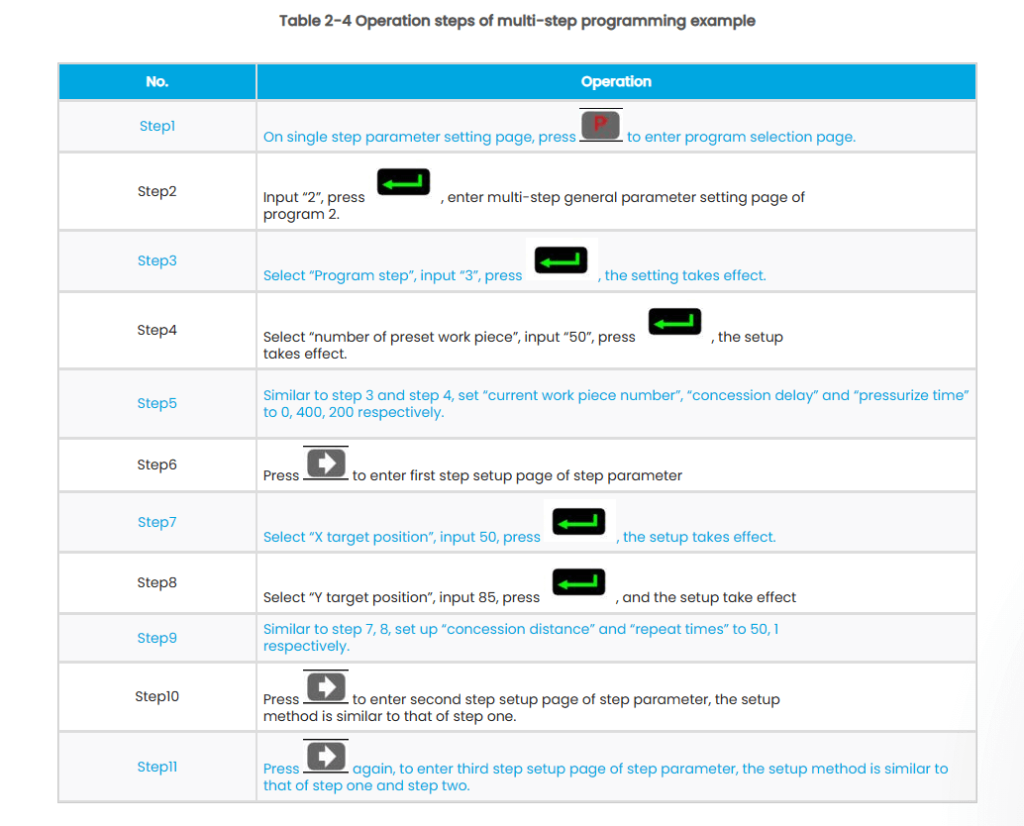
Шаг 4 Нажмите ![]() , откройте страницу настройки многоступенчатой программы, как показано на рис. 2-5.
, откройте страницу настройки многоступенчатой программы, как показано на рис. 2-5.
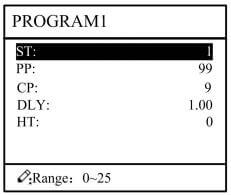
Рисунок 2-5 Многоступенчатый
Шаг 5 Нажмите ![]() , выбрать параметр многоступенчатого программирования, требующий настройки, ввести
, выбрать параметр многоступенчатого программирования, требующий настройки, ввести
установка значения, нажмите ![]() , и установка вступит в силу.
, и установка вступит в силу.
Шаг 6 По завершении настройки нажмите кнопку ![]() Войдите на страницу установки параметров шага, как показано на рис. 2-6.
Войдите на страницу установки параметров шага, как показано на рис. 2-6.
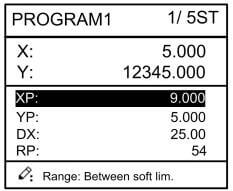
Рисунок 2-6 Страница установки параметров шага
Шаг 7 Нажмите ![]() , выберите параметр шага, который необходимо настроить, введите значение программы, нажмите кнопку
, выберите параметр шага, который необходимо настроить, введите значение программы, нажмите кнопку ![]() , и установка вступит в силу.
, и установка вступит в силу.
Шаг 8 Нажмите ![]()
![]() для переключения между этапами. Если текущий шаг является первым, нажмите кнопку
для переключения между этапами. Если текущий шаг является первым, нажмите кнопку ![]() для перехода на последнюю страницу настройки параметров шага; если текущий шаг является последним, нажмите кнопку
для перехода на последнюю страницу настройки параметров шага; если текущий шаг является последним, нажмите кнопку ![]() для входа на первую страницу настройки ступенчатых параметров.
для входа на первую страницу настройки ступенчатых параметров.
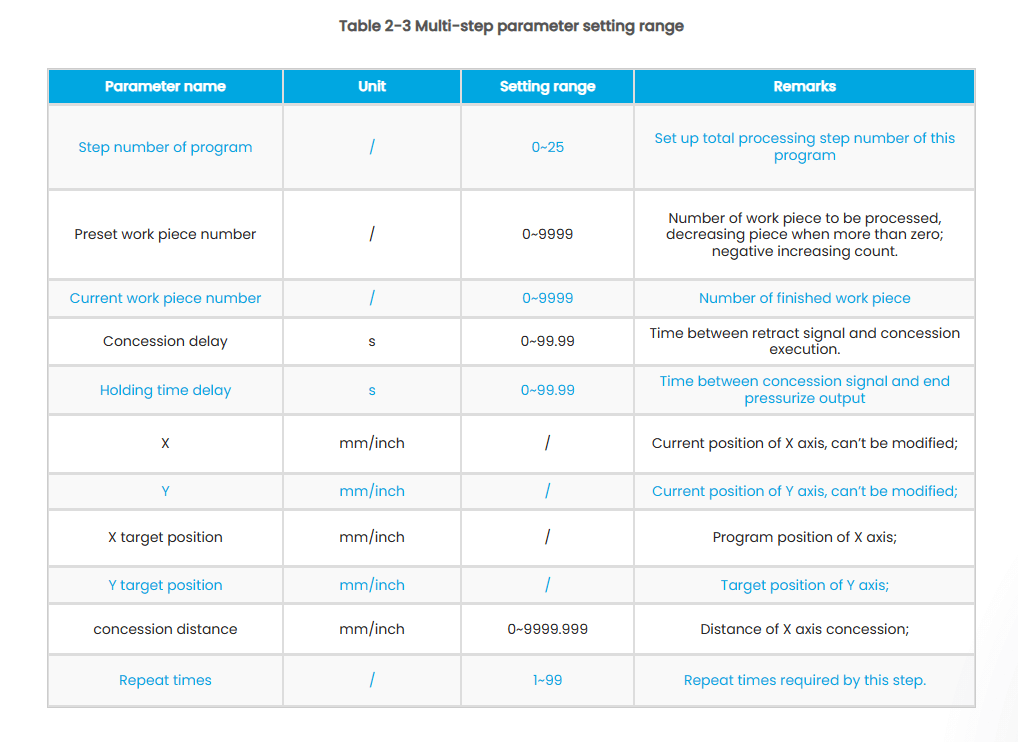
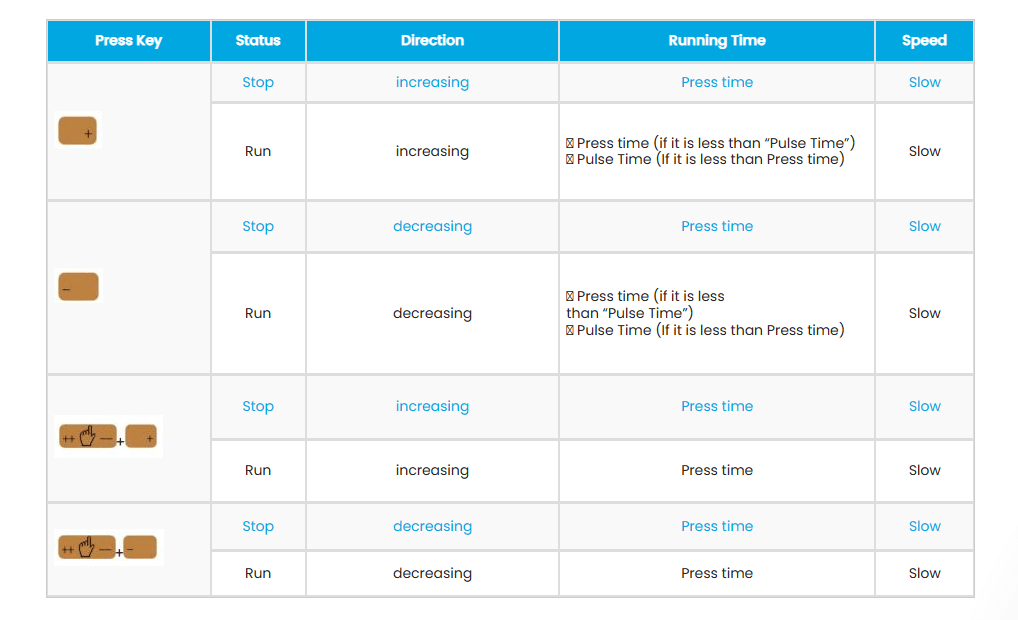
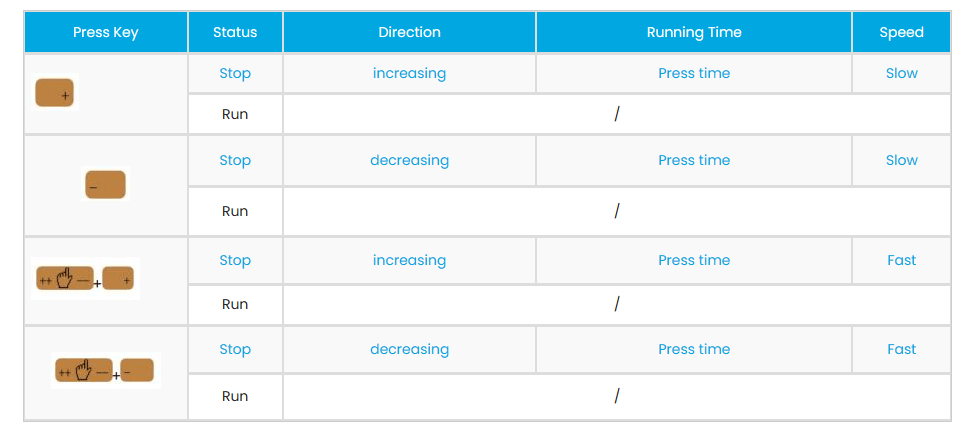
Диапазон настройки многоступенчатых параметров приведен в таблице 2-3.
Шаг 9 Нажмите ![]() , система будет работать в соответствии с этой программой, как показано на рис. 2-7.
, система будет работать в соответствии с этой программой, как показано на рис. 2-7.
Пользователь может настроить все параметры, необходимые для нормальной работы системы, включая системный параметр, параметры оси X и оси Y.
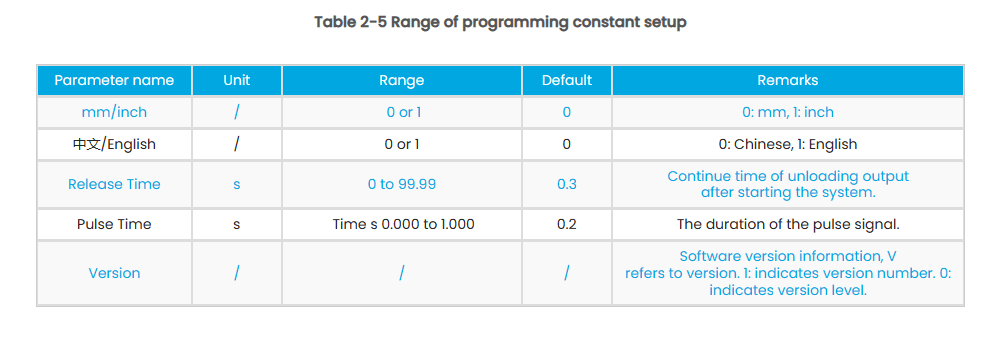
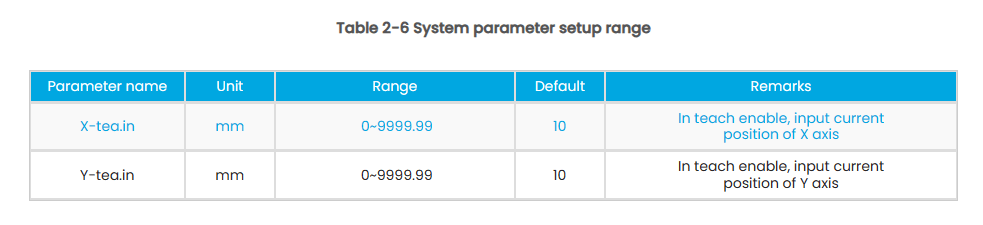
Шаг 1 На странице управления программой нажмите кнопку ![]() для входа на страницу констант программирования, как показано на рис. 2-8. На этой странице можно установить константу программирования.
для входа на страницу констант программирования, как показано на рис. 2-8. На этой странице можно установить константу программирования.
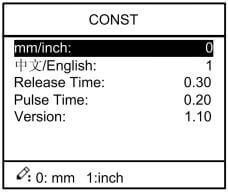
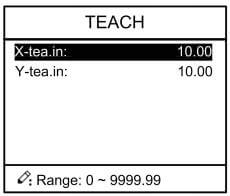
Шаг 2 Введите пароль "1212", нажмите ![]() для входа на страницу обучения, как показано на рис. 2-9.
для входа на страницу обучения, как показано на рис. 2-9.
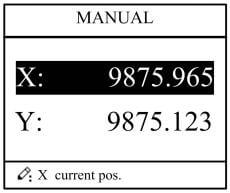
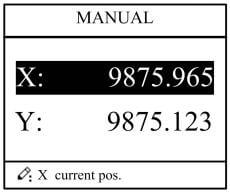
В одношаговом режиме управление перемещением оси осуществляется нажатием клавиши вручную. Этот метод помогает пользователю настроить станок и заготовку.
Шаг 1 На странице настройки одношаговых параметров нажмите кнопку ![]() или
или ![]() для входа на страницу ручного управления, как показано на рис. 2-10.
для входа на страницу ручного управления, как показано на рис. 2-10.
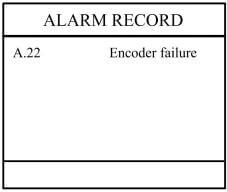
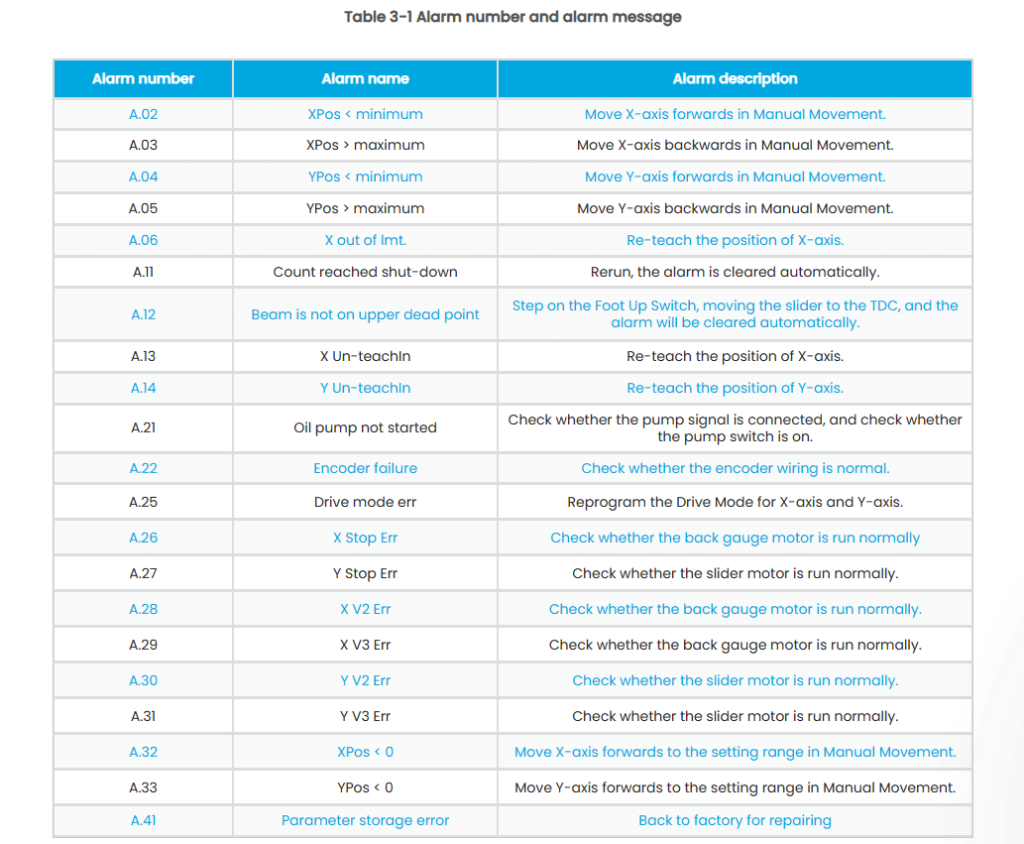
Устройство может автоматически обнаруживать внутренние или внешние аномалии и посылать сигнал тревоги. Сообщение о тревоге доступно в списке тревог.
Шаг 1 На странице управления программированием нажмите кнопку ![]() для входа на страницу программирования констант.
для входа на страницу программирования констант.
Шаг 2 На странице программирования постоянных параметров нажмите кнопку ![]() для входа на страницу "Alarm history" для просмотра всей истории тревог.
для входа на страницу "Alarm history" для просмотра всей истории тревог.
Как показано на рисунке 3-1, на этой странице можно просмотреть последние 6 аварийных сигналов, их номер и причины.