О нас
Durmapress specializes in designing, manufacturing, and selling various metal processing equipment, including bending machines, shears, punches, and laser cutting machines. The company was founded in 2014, with years of experience and technology accumulation. DurmaPress has become one of the well-known brands in China's metal processing machinery industry.


Свяжитесь с нами
Последние сообщения


Категории
Следуйте за нами
Еженедельное новое видео
Whether you're cutting holes in steel enclosures, fabricating HVAC components, or producing high-volume sheet metal parts, the punch press machine remains one of the most efficient tools in metal fabrication. This guide covers everything you need to know — from how punch presses work and the key types available, to common problems and how CNC technology has transformed modern punching operations.
1.What Is a Punch Press Machine?
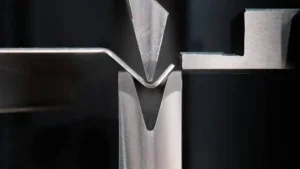
A punch press machine is a type of metalworking equipment that uses a punch and die set to cut, pierce, or form sheet metal. When the ram drives the punch downward through the material and into the die cavity below, it displaces a slug of metal — leaving behind a clean, precise hole or shape.
Punch presses are valued for their speed, repeatability, and ability to handle a wide range of materials including mild steel, stainless steel, and aluminum — typically from 0.5mm up to 6mm in thickness.
2.What Is a Punch Press Machine Used For?

The applications of punch press machines span a wide range of industries and part types. Core uses include:
- Hole punching: Round, square, rectangular, or custom-profile holes in sheet metal panels — the most fundamental application.
- Forming operations: Louvers, lance-and-forms, counterbores, and embossed features that add structural or functional value to flat sheet.
- Notching and trimming: Removing material from edges or corners to allow downstream bending or assembly.
- Marking and engraving: Shallow impressions for part identification, logos, or assembly reference points.
Typical industries served include HVAC ductwork, electrical enclosures, automotive components, elevator panels, and construction facades.
3.How Does a Punch Press Machine Work?
The punch press operates on a straightforward mechanical principle: force is applied to a punch, which is pushed through the workpiece and into a matching die. The key components involved are:
Frame: The rigid structural body that absorbs and transfers all punching forces. Frame rigidity directly affects dimensional accuracy.
Ram / Slide: The vertically reciprocating component that carries the punch. Stroke length and speed are adjustable on modern machines.
Punch: The upper cutting tool, shaped to match the desired hole or form profile.
Die: The fixed lower tool with a matching cavity. The clearance between punch and die — typically 10–25% of material thickness per side — determines cut quality and tool life.
Drive mechanism: Converts motor energy into ram motion, via crankshaft (mechanical), hydraulic cylinder, or servo motor depending on press type.
Workholding / Table: Supports and positions the sheet metal. On CNC machines, servo-driven clamps move the sheet automatically between hits.
One critical parameter often overlooked is die clearance. Too little clearance causes excessive punch stress and tool breakage; too much results in large burrs and a rough cut edge. Matching clearance to material type and thickness is essential for consistent part quality.
4.Types of Punch Press Machines
4.1 Mechanical Punch Press
Mechanical presses use a crankshaft or eccentric gear driven by an electric motor and flywheel. The flywheel stores energy during idle strokes and releases it at the point of punching — enabling very high stroke rates (up to 400+ SPM on high-speed models).
Best for: High-volume, simple hole patterns in thinner materials.
4.2 Hydraulic Punch Press
Hydraulic presses use oil pressure to drive the ram, offering full tonnage throughout the stroke. This makes them well-suited for thick materials and deep forming operations where consistent force is required.
Best for: Heavy-gauge materials, forming, and lower-volume applications.
4.3 Pneumatic Punch Press
Pneumatic presses use compressed air as the driving force. They are typically smaller benchtop or floor-standing units used for light-duty punching, marking, or assembly operations.
Best for: Light sheet, small parts, and lower-force applications.
4.4 CNC Turret Punch Press
Сайт Револьверный вырубной пресс с ЧПУ represents the most advanced form of punch press technology. A rotating turret head holds multiple punch-and-die stations — typically 20 to 58 tool stations depending on the model — allowing the machine to switch tools automatically under program control without manual intervention.
The sheet is positioned by servo-driven X/Y axis clamps, while the turret indexes to the required tool — enabling complex hole patterns, formed features, and part profiles to be completed in a single setup.
Best for: High-mix, high-volume production with complex punching requirements.
5.Is a Punch Press a CNC Machine?
Not all punch presses are CNC machines — but CNC punch presses are now the dominant choice in modern sheet metal fabrication shops.
Traditional mechanical and hydraulic punch presses rely on manual sheet positioning, fixed tooling setups, and operator-controlled cycling. While effective for simple, repetitive single-tool operations, they are limited in flexibility and throughput when part complexity increases.
CNC punch presses automate both sheet movement and tool selection. The operator loads a program (typically generated from CAD/CAM software), and the machine executes the full punching sequence — repositioning the sheet, indexing the turret, and cycling the ram — without manual input between hits.
The result: dramatically reduced setup time, higher part accuracy, and the ability to run complex multi-tool programs on a single sheet without re-fixturing.
6.What Is a CNC Turret Punch Press?
A CNC turret punch press combines a computer-controlled positioning system with a multi-station rotating turret, giving fabricators the ability to punch, form, tap, and mark sheet metal parts fully automatically.
Key structural features include:
- Turret: Upper and lower turret discs hold matched punch-and-die sets. The turret rotates to index the correct tool into the punching position within milliseconds.
- X/Y servo positioning: Sheet clamps move the workpiece precisely in both axes between each punch stroke, enabling complex patterns across large sheets.
- Auto-index tooling: Certain tool stations support angular rotation, allowing a single rectangular or special-profile punch to produce holes at any angle without changing tools.
- Forming stations: Dedicated stations handle up-forming and down-forming operations — producing louvers, bridges, countersinks, and embosses in the same program run.
For fabricators looking for a reliable, high-performance solution, our Револьверный вырубной станок с ЧПУ is engineered for precision sheet metal production across a wide range of materials and thicknesses.
7.Common Punch Press Problems and How to Avoid Them
1. Excessive burr on punched holes
Cause: Die clearance is too large, punch is worn, or the material has hardened. Solution: Check and reset die clearance to the correct percentage for your material; inspect punch tip condition and replace when worn beyond tolerance.
2. Punch breakage
Cause: Insufficient die clearance, misalignment between punch and die, or punching too close to a previous hole or edge. Solution: Verify alignment during tool change; follow minimum edge distance guidelines (typically ≥ material thickness from hole edge to part edge).
3. Sheet material slipping or misregistering
Cause: Worn clamps, insufficient clamping force, or lubricant contamination on the sheet surface. Solution: Inspect and replace clamp inserts; ensure sheet surface is clean and dry before loading.
4. Abnormal noise or vibration
Cause: Loose tooling, worn guide bushings, or unbalanced turret indexing on CNC models. Solution: Tighten all tool holders to specified torque; check guide bushing wear and replace at recommended intervals.
5. Slug pulling
Cause: The punched slug sticks to the punch tip and is pulled back up through the sheet on the return stroke, causing a raised defect. Solution: Ensure correct die clearance; use punches with vented or relieved tips; check that die oil is applied correctly.
8.How to Choose the Right Punch Press Machine
Selecting the right punch press comes down to matching the machine's capabilities to your production requirements. Consider the following factors:
| Selection Factor | Traditional Punch Press | Револьверный штамповочный пресс с ЧПУ |
|---|---|---|
| Material thickness | 0.5–10mm | 0.5–6mm (typical) |
| Part complexity | Low–Medium | Medium–High |
| Объем производства | Low–Medium | Medium–High |
| Tool changeover | Manual, slow | Automatic, seconds |
| Programming | Limited | Full CAD/CAM integration |
| Multi-feature in one setup | Нет | Да |
| Initial investment | Lower | Higher |
| Long-term cost efficiency | Moderate | High |
For businesses processing diverse part types, running mixed batches, or requiring consistent quality across high volumes, a CNC turret punch press delivers a clear return on investment over traditional alternatives.
9.Conclusion
Punch press machines have been a cornerstone of sheet metal fabrication for decades — and with the advancement of CNC turret technology, they remain highly relevant in modern manufacturing. Understanding the differences between mechanical, hydraulic, and CNC turret punch presses helps you make better decisions about tooling, maintenance, and capital investment.
For fabricators who demand precision, flexibility, and high throughput, a CNC turret punch press is often the most efficient choice. For more details or tailored solutions, feel free to explore our Свяжитесь с нами page.
