
О нас
Durmapress specializes in designing, manufacturing, and selling various metal processing equipment, including bending machines, shears, punches, and laser cutting machines. The company was founded in 2014, with years of experience and technology accumulation. DurmaPress has become one of the well-known brands in China's metal processing machinery industry.


Свяжитесь с нами
Последние сообщения


Категории
Следуйте за нами
Еженедельное новое видео
Оглавление
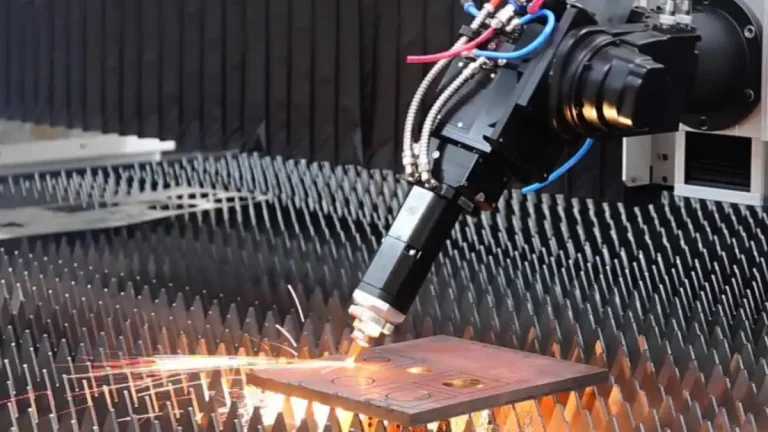
Laser beam machining (LBM) is a non-contact thermal process that uses a focused beam of light to remove material from a workpiece through melting, vaporization, or ablation. Unlike conventional cutting tools, a laser never physically touches the part — making it one of the most precise and versatile manufacturing methods available today.
From drilling micro-holes in turbine blades to cutting intricate profiles in medical stents, LBM has become a core technology across aerospace, medical, automotive, and electronics manufacturing. This guide covers how it works, which laser types are used, what materials it can process, and where it outperforms traditional methods.
What Is Laser Beam Machining (LBM)?
Laser beam machining is a subtractive manufacturing process in which a high-energy laser beam is directed and focused onto a workpiece surface, removing material through rapid thermal action. The process belongs to the broader category of non-traditional machining — alongside EDM, ultrasonic machining, and chemical etching — because it removes material without mechanical cutting force.
The key distinction from most other thermal processes is precision and controllability. By adjusting laser power, pulse duration, focus diameter, and beam profile, operators can achieve feature sizes as small as a few microns — far beyond what mechanical tools can reliably produce.
Before going further, it helps to know a few core terms:
- Ablation
Direct removal of material by a burst of laser energy, without significant melting.
- Heat-Affected Zone (HAZ)
The narrow region surrounding the cut where material properties are altered by heat.
- Pulse duration
How long each burst of laser energy lasts. Shorter pulses produce less heat spread and finer results.
- Beam profile
The spatial distribution of laser intensity at the focal spot, which controls cut quality and edge sharpness.
- Kerf
The width of material removed by the laser cut.
How Does Laser Beam Machining Work?
The Basic Working Principle
A laser beam machining system consists of four main components: a laser source, a beam delivery system (mirrors and optical fiber), a focusing lens, and a CNC-controlled worktable. The process begins when the laser source generates a coherent, monochromatic beam of light. This beam is directed through the optical path and focused by a lens onto a very small spot on the workpiece surface — typically between 0.1 mm and 1 mm in diameter, depending on the application.
At that focal point, energy density rises sharply — often exceeding 10⁶ W/cm². This concentrated energy heats the material faster than it can conduct heat away, causing it to melt, vaporize, or ablate within milliseconds. An assist gas (typically nitrogen or oxygen) is often directed coaxially with the beam to blow away molten material, cool the cut zone, and prevent oxidation.

Key Process Parameters
The quality and outcome of LBM are determined by how these parameters are set and balanced:
- Мощность лазера
Controls how much energy reaches the material per unit time. Higher power enables cutting through thicker sections but increases HAZ. Typical ranges span from 500 W for thin sheet cutting to over 6 kW for thick structural metals.
- Скорость резки
Affects both productivity and cut quality. Too fast and the laser doesn't fully penetrate; too slow and excess heat accumulates, widening the HAZ and roughening the edge.
- Focal position
Determines where peak energy density occurs relative to the material surface. For cutting, the focal point is typically set at or just below the surface; for surface treatment, it may be above.
- Assist gas type and pressure
Nitrogen produces clean, oxide-free edges suitable for stainless steel and aluminum. Oxygen accelerates cutting speed on mild steel through an exothermic reaction but leaves an oxidized edge.
Heat-Affected Zone (HAZ) Explained
Every thermal machining process produces a heat-affected zone — the region adjacent to the cut where the material has been exposed to enough heat to alter its microstructure, hardness, or chemical composition, even without being removed. In LBM, minimizing HAZ is a key engineering objective, especially for precision parts made from heat-sensitive alloys or medical-grade materials.
HAZ width is primarily controlled by pulse duration and peak power. Nanosecond-pulse lasers typically produce HAZ in the range of 10–50 μm on metals. Ultrafast lasers (picosecond and femtosecond) reduce this to under 1 μm by depositing energy so rapidly that heat has virtually no time to diffuse into surrounding material.
Types of Lasers Used in Laser Beam Machining
Not all lasers perform equally across materials and applications. The choice of laser type is one of the most consequential decisions in LBM system selection, as it determines achievable precision, suitable materials, operating costs, and maintenance requirements.
| Laser Type | Wavelength | Feature Size | HAZ | Best Materials | Типовые применения |
|---|---|---|---|---|---|
| CO₂ | 10.6 μm | 50-150 μm | 100-300 μm | Non-metals, mild steel | Cutting, engraving, marking |
| Fiber | 1.06 μm | 10-50 μm | 50-100 μm | Metals, alloys | Cutting, welding, marking |
| UV (Nd:YAG 3rd harmonic) | 355 nm | 1-10 μm | <10 μm | Polymers, ceramics, PCBs | Micro-drilling, electronics |
| Ultrafast (ps/fs) | Variable | 0.5-2 μm | <1 μm | Any | Precision micro-machining |
1.CO₂ Lasers CO₂
CO₂ Lasers CO₂ operate at a 10.6 μm wavelength, which is strongly absorbed by non-metallic materials such as wood, acrylic, rubber, and textiles, but poorly absorbed by bare metals. They remain the most cost-effective option for cutting and engraving non-metals and are widely used in signage, packaging, and general fabrication. Entry-level systems start around $60,000–80,000, with lower annual maintenance costs than fiber or ultrafast alternatives.
2. Fiber Lasers
Fiber Lasers have become the dominant choice for metal cutting and welding in industrial manufacturing. Their 1.06 μm wavelength is well absorbed by most metals, including steel, aluminum, copper, and brass. Compared to CO₂ lasers, fiber lasers offer significantly lower operating costs (no gas consumption for beam generation), higher wall-plug efficiency, and better beam quality for fine-feature work. They are the standard laser type in modern станки лазерной резки used in sheet metal fabrication.
3.UV Lasers UV
UV Lasers UV use a short 355 nm wavelength that enables extremely fine feature sizes and minimal HAZ. They are particularly suited to brittle or heat-sensitive materials such as PCBs, ceramics, and thin polymers where thermal damage must be kept to an absolute minimum. UV lasers are commonly found in electronics manufacturing for drilling via holes and singulating PCB panels.
4. Ultrafast Lasers
Ultrafast Lasers operating in the picosecond (10⁻¹² s) or femtosecond (10⁻¹⁵ s) range — represent the current precision frontier of LBM. Energy is deposited so rapidly that material is removed almost entirely through ablation with negligible heat transfer to the surrounding area. HAZ can be reduced to sub-micron levels. These systems are used in the most demanding applications: coronary stent cutting, fuel injector drilling, and microelectronics. The trade-off is cost — ultrafast systems typically start at $300,000 and above.
Types of Laser Beam Machining Operations
LBM is not a single process — it is a family of related operations that all use a focused laser beam but differ in how that energy is applied to the workpiece.
1.Laser Cutting
Laser cutting is the most widely used LBM operation. The beam moves along a programmed path while continuously removing material, producing a through-cut or profile. Modern CNC fiber laser cutting systems can cut mild steel up to 30 mm thick, stainless steel up to 25 mm, and aluminum up to 20 mm, with positional accuracy of ±0.05 mm or better.
The narrow kerf width (typically 0.1–0.3 mm for fiber lasers on metal) results in minimal material waste compared to saw cutting or waterjet. For sheet metal fabrication operations handling high part volumes, this translates to measurable material savings across production runs.
2. Laser Drilling
Laser drilling produces holes by directing repeated pulses onto a fixed point until the material is fully penetrated. It is used where conventional drilling is impractical — such as holes smaller than 0.5 mm in diameter, holes in difficult-to-access locations, or holes in extremely hard materials like ceramics and hardened tool steel.
Two primary methods exist: percussion drilling fires repeated pulses at a single point and is fastest for small-diameter holes; trepanning moves the beam in a small circle around the desired hole diameter, improving roundness and wall quality for larger holes.
3. Laser Engraving and Marking
Laser engraving removes surface material to create recessed patterns, text, or imagery. Laser marking — a related but distinct process — alters the surface through oxidation, annealing, or foaming without significant material removal. Both are used extensively for part identification, traceability marking, and decorative finishing.
4. Laser Welding
In laser welding, the beam heats the joint interface to the melting point, fusing two workpieces without filler material. The narrow, deep weld profile (high depth-to-width ratio) produced by laser welding causes less distortion than TIG or MIG welding, making it suitable for precision assemblies where dimensional control is critical.
5. Laser Ablation
Laser ablation uses short, high-intensity pulses to remove thin layers of material from a surface — often for cleaning, coating removal, or surface preparation. In research and microelectronics, ablation is used for thin-film patterning and controlled material removal at the micron or sub-micron level. Unlike cutting, ablation typically does not produce a through-cut; it removes material in successive shallow layers.
Advantages of Laser Beam Machining
- No tool contact, no tool wear
Because the laser never physically touches the workpiece, there is no cutting tool to wear, chip, or replace. This eliminates one of the most significant recurring costs in conventional machining and ensures that part quality does not degrade as production volume increases. For operations running high part counts, the reduction in consumable costs is substantial.
- Exceptional precision and repeatability
LBM can achieve tolerances of ±0.05 mm in standard configurations and below ±0.005 mm with ultrafast systems. Because the process is CNC-driven, every part in a batch is produced to the same specification without operator-dependent variation. This level of repeatability is critical in medical device manufacturing and aerospace component production.
- Broad material compatibility
LBM processes metals, ceramics, polymers, composites, and semiconductor materials — many of which are difficult or impossible to machine with conventional tools. Hardened tool steel, titanium alloys, alumina ceramics, and carbon fiber composites can all be processed without the tool deflection and workpiece damage that mechanical cutting would introduce.
- Capable of complex and fine geometries
The laser spot can be moved along any CNC-programmed path, enabling complex 2D profiles, sharp internal corners, fine slots, and intricate cutouts that would require multiple tool setups — or be outright impossible — in conventional machining. Multi-axis laser systems extend this further into three-dimensional contouring of curved surfaces.
- Minimal material waste
The narrow kerf and high precision of LBM mean that material utilization is significantly better than saw cutting, shearing, or abrasive methods. For expensive materials such as titanium or specialty alloys, this directly reduces per-part material cost.
- High automation potential
LBM integrates naturally with CNC systems, robotic material handling, and automated quality inspection. Modern laser cutting lines can run lights-out production with minimal operator intervention, making them well-suited to high-volume manufacturing environments where labor cost and consistency are both priorities.
Limitations of Laser Beam Machining
No manufacturing process is universally optimal. Understanding where LBM has real limitations helps in making accurate process selection decisions.
- High initial capital cost
Industrial LBM systems represent a significant capital investment. A production-grade fiber laser cutting system typically costs $150,000–$400,000, and ultrafast laser systems can exceed $300,000–$500,000 before installation, tooling, and integration costs. For low-volume or prototype-only operations, the economics may favor outsourcing to a laser job shop rather than in-house investment.
- Challenges with highly reflective metals
Pure copper, gold, and polished aluminum reflect a high proportion of laser energy, particularly from fiber lasers. This can cause unstable cutting, back-reflection damage to the laser source, and inconsistent cut quality. Specialized beam sources, anti-reflection coatings, or process parameter adjustments are required, which add complexity and cost.
- Depth limitations on thick sections
While fiber lasers can cut mild steel up to 30+ mm thick, cut quality and edge perpendicularity degrade noticeably as material thickness increases. For very thick sections — above 40–50 mm — plasma cutting or waterjet typically offers better results at lower cost. LBM is most efficient in the thin-to-medium thickness range.
- Thermal effects on certain materials
Despite having a small HAZ compared to flame cutting or plasma, LBM still introduces localized heat. For materials with very low thermal conductivity, or parts with thin walls and tight geometric tolerances, this residual heat can cause distortion, microstructural changes, or residual stress. Ultrafast lasers largely mitigate this, but at significantly higher system cost.
- Operator skill and safety requirements
High-power laser systems are classified as Class IV laser hazards. Proper enclosure, interlocks, laser safety eyewear, and trained operators are mandatory. Setting up and optimizing LBM processes requires a working knowledge of laser physics, material science, and CNC programming. This skill requirement is higher than for conventional punching or shearing operations.
Materials Suitable for Laser Beam Machining
LBM's broad material compatibility is one of its defining strengths. However, the choice of laser type, wavelength, and process parameters must be matched to the specific material being processed.
1.Metals
Mild steel, stainless steel, and tool steel are the most commonly processed metals in LBM, particularly with fiber lasers. Aluminum and its alloys require higher power due to high reflectivity and thermal conductivity. Titanium and nickel-based superalloys, common in aerospace and medical applications, machine well with fiber and ultrafast lasers but require careful HAZ control. Copper and brass present more difficulty due to high reflectivity at standard fiber wavelengths, often requiring green or specialized fiber laser sources.
2.Ceramics and Glass
Technical ceramics such as alumina (Al₂O₃), silicon carbide (SiC), and zirconia are extremely hard and brittle — making them difficult to machine by any method. LBM, particularly with UV and ultrafast lasers, can cut and drill these materials without the cracking that mechanical contact would cause. Glass cutting and drilling with CO₂ or ultrafast lasers is used in display manufacturing and microfluidic device fabrication.
3.Polymers and Composites
CO₂ lasers cut and engrave a wide range of polymers including acrylic, polycarbonate, polyimide, and PTFE. Carbon fiber reinforced polymer (CFRP) — increasingly used in aerospace and automotive structures — can be cut with fiber lasers, though managing HAZ and delamination risk requires careful parameter optimization. Some plastics release toxic fumes when laser-cut and require appropriate fume extraction systems.
4.Semiconductors
Silicon wafer dicing and scribing is a major application of UV and ultrafast lasers in semiconductor manufacturing. The ability to cut with sub-micron precision and minimal HAZ is essential for preserving die integrity and maximizing wafer yield. Gallium arsenide, indium phosphide, and other compound semiconductors are similarly processed with short-wavelength or ultrafast systems.
Applications of Laser Beam Machining by Industry
1.Aerospace
Aerospace is one of the most demanding application environments for LBM. Components must meet tight dimensional tolerances, strict material specifications, and full traceability requirements. Laser drilling is used extensively for producing the thousands of cooling holes in turbine blades and combustion chamber components — holes that are too small, too numerous, and in too inaccessible a location for conventional drilling. Titanium and nickel superalloy structural components are cut and trimmed with fiber lasers, and laser welding joins lightweight structural assemblies with minimal distortion.
2.Medical Devices
The medical device industry relies heavily on LBM for components where precision and biocompatibility are non-negotiable. Coronary stents — the mesh-like tubes inserted into blocked arteries — are cut from thin-walled metal tubes using ultrafast or fiber lasers, with strut widths as fine as 80–100 μm. Surgical instruments, orthopedic implants, and catheter components are marked with laser-engraved serial numbers and lot codes for regulatory traceability. The non-contact nature of LBM ensures that no machining contamination is introduced to these sterile components.
3.Automotive
Automotive manufacturing uses LBM at high production volumes across a wide range of components. Body panel cutting, hydroformed tube profiling, tailor-welded blank production, and airbag cover scoring are all mainstream laser applications. In powertrain manufacturing, laser drilling produces injection nozzle holes with tight diameter tolerances and specific entry-edge geometry that directly affects fuel atomization performance. As electric vehicle production scales, laser welding of battery cell tabs and module housings has become a rapidly growing application area.
4.Electronics
PCB drilling, via formation, and depaneling are core laser applications in electronics manufacturing. UV lasers drill blind microvias in HDI (high-density interconnect) PCBs with hole diameters as small as 50–75 μm — well beyond the capability of mechanical drilling. CO₂ lasers cut and depanel rigid and flexible PCBs. Laser marking applies 2D data matrix codes directly to component surfaces for component-level traceability throughout the supply chain.
5.Sheet Metal Fabrication
Sheet metal fabrication represents the largest volume application of LBM globally. CNC fiber laser cutting systems have largely replaced turret punch presses and plasma cutters as the primary flat sheet processing method for mild steel, stainless steel, and aluminum up to 20–25 mm thick. The ability to switch between profiles without tooling changeover, combined with high cutting speed and edge quality, makes laser cutting the default choice for contract fabricators and OEM sheet metal production alike. For manufacturers working with Листогибочные прессы с ЧПУ downstream, laser-cut blanks provide the dimensional accuracy and clean edges that ensure consistent bending results.
Laser Beam Machining vs. Other Machining Methods
Choosing between LBM and alternative processes comes down to feature requirements, material properties, production volume, and compliance demands. The table below provides a direct comparison across the key decision criteria:
| Process | Min. Feature | HAZ | Material Range | Unit Cost | Cycle Time | Traceability | Best Use Case |
|---|---|---|---|---|---|---|---|
| LBM | 1–50 μm | Very low–moderate | Very broad | Medium | Быстрый | High (CNC/MES) | Precision, non-contact, regulated industries |
| EDM | 5–50 μm | Very low | Conductive only | High | Медленный | High | Hard conductive metals, complex dies |
| Mechanical Machining | ≥50–100 μm | None | Broad | Low | Variable | Moderate | Bulk parts, standard tolerances |
| Chemical Machining | 10–100 μm | None | Metals, some polymers | Low–medium | Медленный | Moderate | Thin sheets, stress-free features, PCBs |
| Plasma Cutting | ≥500 μm | High | Conductive metals | Low | Быстрый | Low | Thick plate, structural steel |
| Waterjet | ≥300 μm | None | Very broad | Medium | Medium | Moderate | Thick materials, no heat |
1.LBM vs. EDM
EDM (electrical discharge machining) is the closest competitor to LBM for high-precision work on metals. EDM can achieve comparable or tighter tolerances on very hard conductive materials, and produces virtually no HAZ. However, EDM is restricted to electrically conductive materials, cycle times are significantly longer, and it cannot process ceramics, polymers, or composites. LBM is the better choice where material variety, speed, or non-contact processing matter. EDM holds the advantage for complex 3D die cavities in hardened steel where dimensional accuracy is the overriding priority.
2.LBM vs. Mechanical Machining
Mechanical machining offers lower capital cost and is well-understood across the manufacturing industry. It remains the default choice for standard-tolerance bulk components in machinable materials. However, it cannot match LBM's feature resolution, struggles with hard or brittle materials, and generates tool wear costs that compound at scale. For anything requiring features below 0.5 mm, non-contact processing, or materials that cannot accept cutting forces, LBM is the more capable process.
3.LBM vs. Waterjet
Waterjet cutting handles virtually any material without heat input, making it suitable for materials where any thermal effect is unacceptable. It excels at thick-section cutting — above 40–50 mm — where laser cutting struggles. The trade-off is that waterjet cannot match the fine-feature capability or edge quality of LBM, and it is significantly slower for thin-to-medium sheet. For sheet metal fabrication up to 25 mm, LBM is the faster and more precise option; for thick plate or heat-sensitive composites, waterjet is competitive.
Is Laser Beam Machining Right for Your Application?
LBM is not the right answer for every machining requirement, but it is the best answer for a specific and well-defined set of applications. Use the following criteria to evaluate whether LBM fits your needs:
LBM is well-suited when:
- Feature sizes below 1 mm — especially holes, slots, or profiles below 0.5 mm
- Materials that are hard, brittle, or cannot tolerate cutting forces
- High part-to-part repeatability is required across large production runs
- Non-contact processing is required to protect part integrity
- Digital traceability and audit-ready process documentation are required
- Production involves frequent geometry changes with no tooling changeover
Consider alternatives when:
- Material thickness consistently exceeds 40 mm and edge quality is critical
- The workpiece is made of pure copper, gold, or highly polished aluminum and reflectivity cannot be managed
- Budget constraints make the capital cost of an LBM system prohibitive for the production volume
- Part tolerances are in the ±0.1–0.5 mm range and materials are standard machinable metals — conventional machining is likely more cost-effective
For manufacturers exploring laser cutting equipment for sheet metal fabrication, the choice of laser power, format size, and automation level will depend on the material mix, sheet thickness range, and production volume of the specific operation. Understanding the fundamental process capabilities covered in this guide provides the foundation for making that evaluation accurately.
Заключение
Laser beam machining has moved well beyond its origins as a niche precision technology. Today it is a production-proven, broadly applicable process that addresses manufacturing challenges that no other single method handles as comprehensively — combining non-contact material removal, fine feature capability, broad material compatibility, and high automation potential in one platform.
The key to getting the most from LBM lies in matching the right laser type to the material and application, controlling the critical process parameters — power, speed, focal position, and assist gas — and maintaining rigorous quality validation throughout production. The process rewards discipline: well-set-up, well-maintained LBM systems deliver consistent results that scale reliably from prototype to full production volume.
As fiber laser technology continues to mature and ultrafast systems become more accessible in price, the range of applications where LBM is the practical first choice will only expand. For manufacturers in sheet metal fabrication, medical devices, aerospace, and electronics, developing a clear understanding of LBM's capabilities and limits is no longer optional — it is a necessary part of making informed process and equipment decisions.
Stay Updated on Industrial Innovations
Subscribe to our newsletter for the latest insights on manufacturing technology, sustainability, and industry trends.
