Распространенные области применения промышленных роботов в основном сосредоточены в сварке, распылении и обработке. Полезен ли он в области гибки? Конечно, полезен. 40% - 50% гибочных станков в цехах по обработке листового металла оснащены роботизированными автоматическими гибочными системами. Сегодня я расскажу вам о том, как он используется в гибочном деле.
Гибкий обрабатывающий модуль для гибки листового металла с ЧПУ с роботами в качестве основных компонентов исполнения - это высокоавтоматизированная комбинация оборудования с преимуществами высокой эффективности, высокого качества и высокой гибкости. В гибком обрабатывающем устройстве для гибки выбор подходящей комбинации компонентов может обеспечить лучшую поддержку эффективности и гибкости обработки. Точность гибки зависит от точности самого гибочного станка, точности позиционирования робота и согласованного управления роботом и гибочным станком; сложность согласованного управления заключается в согласовании скорости робота и гибочного станка, а также траектории движения робота, поддерживающего заготовку; плохой эффект следования серьезно влияет на эффект формирования угла гибки и плоскостность поверхности листа, тем самым влияя на качество готовой продукции.
Функция прыжка лягушки
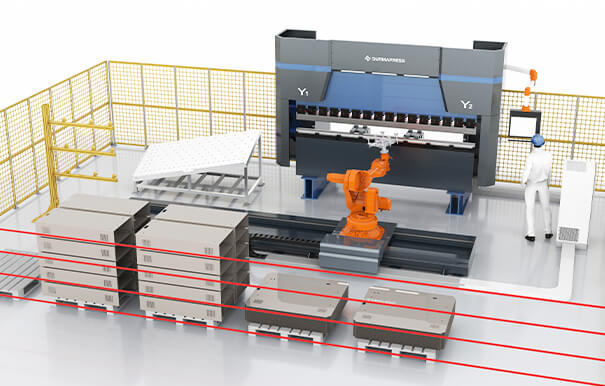
Как показано на рисунке, стандартный блок обработки гибки основан на роботе и гибочном станке, а захват, загрузочный стол, разгрузочный стол, верстак для позиционирования, поворотная рама, устройство для смены рук и различные датчики обнаружения являются вспомогательными компонентами.
Захват - это "рука" робота, которая заменяет ручной труд по захвату и размещению заготовки. Захват гибочного робота обычно состоит из нескольких присосок, установленных на металлической раме. В качестве столов для загрузки и разгрузки обычно используются штабелируемые поддоны, а для транспортировки сырья и передачи готовой продукции используются ленточные конвейеры или ролики. Масляные листы склонны к слипанию, что приводит к одновременному захвату нескольких листов. Рядом с загрузочным столом могут быть установлены различные устройства для разделения листов (например, магнитные устройства для разделения листов) и датчики обнаружения, чтобы убедиться, что захватываемый лист - это один лист. Рабочий стол для позиционирования представляет собой наклонную платформу с ребром, а на столе распределены слегка приподнятые шарики. Робот переносит стальной лист на позиционный стол, и лист свободно скользит по ребру под действием силы тяжести. Поскольку положение позиционирующего стола и ребра фиксировано, когда робот снова захватывает пластину, положение пластины и захвата относительно точно фиксируется, обеспечивая ориентир для следующего этапа гибки. Перекидная рама - это фиксированная рама захватного устройства. Когда роботу необходимо изменить положение для захвата заготовки, заготовку можно поместить на перекидную раму, чтобы зафиксировать ее, и робот сможет снова захватить заготовку в новом положении. В некоторых особых случаях для зажима заготовки и изменения позиции захвата можно использовать пресс-форму гибочного станка.
Рабочий процесс гибочного устройства
Как показано на рисунке, работа гибочного станка в основном делится на шесть процессов: загрузка, подборка, центрирование, переворачивание, гибка и штабелирование.
Загрузка: Вручную поместите всю пачку листов для обработки на загрузочный стол и установите на нем переключатель обнаружения листов, чтобы робот не смог захватить паллету после обработки всех листов. Комплектация: Робот перемещается к загрузочному столу и определяет высоту листа с помощью ультразвукового датчика, установленного на захватном устройстве. Основываясь на данных обнаружения, он автоматически перемещается в соответствующую позицию для захвата листа. После захвата листа толщина листа измеряется устройством измерения толщины, чтобы избежать одновременного захвата нескольких листов, что приводит к сбоям в обработке. После измерения толщины лист готов к центрированию. Центрирование: Робот перемещается к столу позиционирования, кладет лист на стол позиционирования для точного позиционирования и снова захватывает лист после завершения позиционирования, готовый к гибке.
Переворачивание: Определите необходимость использования переворачивающей рамы, исходя из требований процесса. Если необходимо, переместите робота в положение переворачивающей рамы и поместите лист на переворачивающую раму. Робот освобождает лист и избегает его. После завершения переворачивания он захватывает лист. Сгибание: Робот перемещается в положение гибочного станка и помещает лист на нижнюю матрицу гибочного станка. Он точно позиционируется задним пальцевым датчиком гибочной машины. После позиционирования робот посылает сигнал гибки на гибочный станок и взаимодействует с ним для завершения гибки (как показано на рисунке). Он определяет, нужно ли ему снова сгибать, чтобы принять решение о непрерывной гибке. Гибка является ключевым звеном. Техническая сложность гибки заключается в согласованных действиях робота и гибочного станка, то есть в последующей гибке. Когда робот зажимает или поддерживает лист для гибки, лист деформируется, и робот должен следовать за листом, совершая движение по дуге в соответствии с определенным алгоритмом траектории, и всегда сохранять относительно фиксированное положение листа.
Укладка на поддоны: Робот перемещается к разгрузочному столу. В связи с различиями в формировании заготовок существуют различные виды укладки на поддоны (как показано на рисунке), такие как обычная укладка на матричные поддоны, укладка на однослойные и двухслойные перекрестные поддоны, укладка на поддоны с положительной и отрицательной блокировкой и т. д.
Технические моменты
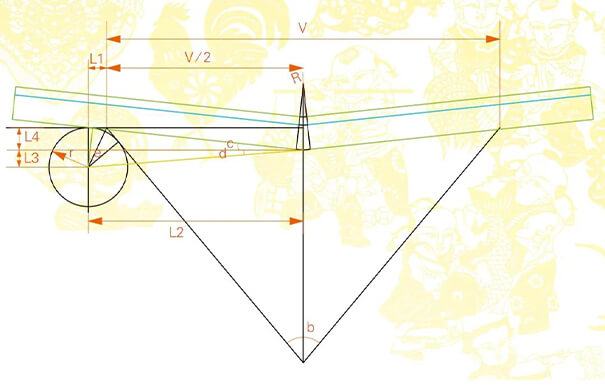
В настоящее время, будь то стандартный шестиосевой робот или специальный гибочный робот с оптимизированным размахом рук или формой для процесса гибки, он нуждается в поддержке алгоритма следования за изгибом, и существует очень мало случаев, когда он не следует за изгибом. Без хорошего эффекта следования приспособление или захват с присоской будут тянуть заготовку из-за плохой траектории следования, образуя морщины на листе и влияя на качество формовки. Создание точной модели движения робота за изгибом поможет разработать алгоритм построения траектории движения, чтобы получить отличный эффект следования. На следующем рисунке представлена модель движения при изгибе. Параметры выражаются следующим образом: 1) Радиус дуги верхнего штампа: R/мм. 2) Радиус дуги нижнего штампа: r/мм. 3) Отверстие нижнего штампа: V/мм. 4) Угол нижнего штампа: ∠b/градус. 5) Толщина заготовки: T/мм. 6) Толщина нейтрального слоя до верхней поверхности заготовки: λ/мм. 7) Угол изгиба заготовки ∠a/degree. 8) Величина перемещения гибочного станка вниз от точки зажима: S/мм.
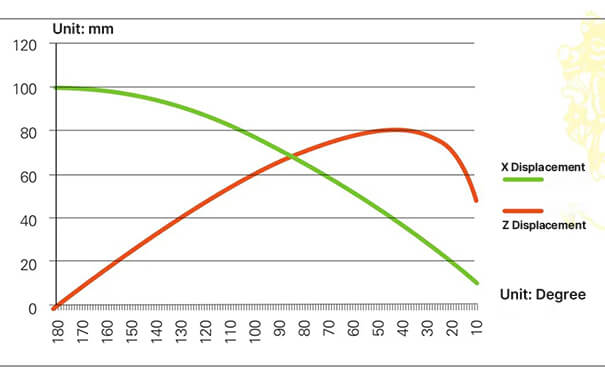
В соответствии с моделью движения можно рассчитать зависимость между углом изгиба и величиной изгиба: S={r×tan[(45°-∠b/4)+V/2]×sin(90°-∠a/2)-(r+R+T)}/cos(90°-∠a/2)+(r+R+T) В соответствии с различными механическими параметрами, в сочетании с формулой зависимости между углом изгиба и величиной изгиба, можно получить траекторную кривую изменения смещения в направлениях X и Z от 180° до 10°. Информация о гибочной форме и заготовке приведена в таблице 1, а траекторная кривая показана на рисунке ниже.
Заключение
С непрерывным развитием промышленности по производству листового металла перспективы применения роботов для гибки становятся все шире. По сравнению с разработкой специальных гибочных роботов, стоимость разработки алгоритма модели последующей гибки, подходящей для общих шестиосевых роботов и применяемой в общих роботах, ниже. В сочетании с роботами и другим вспомогательным оборудованием самых известных брендов в отрасли, применение роботов-гибочников может быть быстро расширено.
О нас
Durmapress специализируется на проектировании, производстве и продаже различного металлообрабатывающего оборудования, включая гибочные станки, ножницы, пуансоны, станки для лазерной резки и т. д. Компания была основана в 2000 году. Благодаря многолетнему опыту и накоплению технологий. DurmaPress стал одним из известных брендов металлообрабатывающего машиностроения Китая.