1.overview
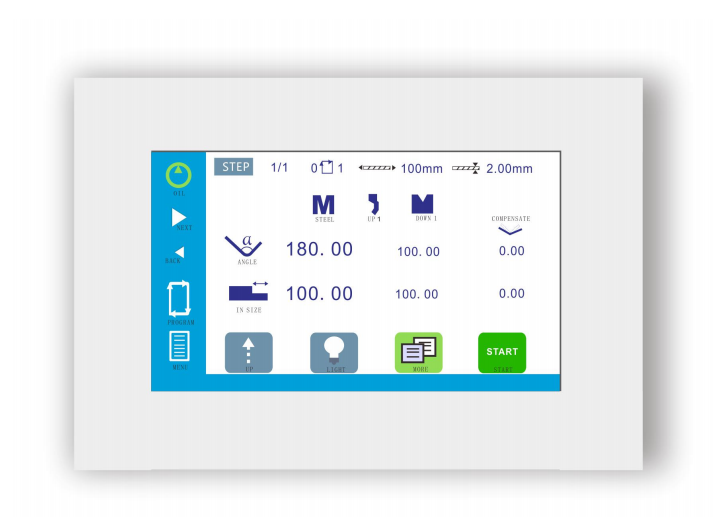
1.1 программирование/запуск

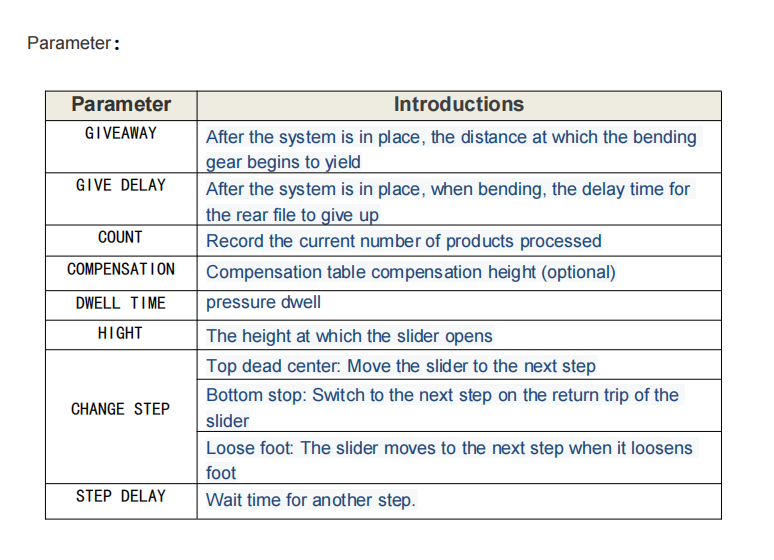
1.2 More Programmin

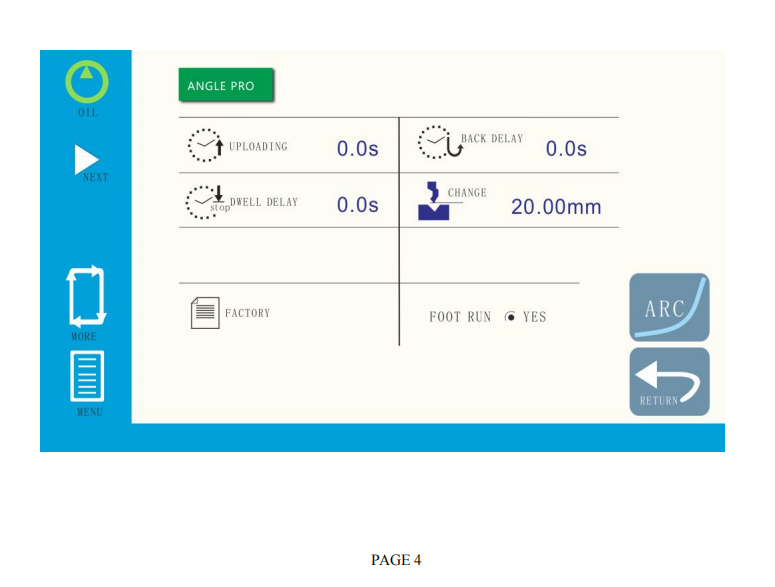
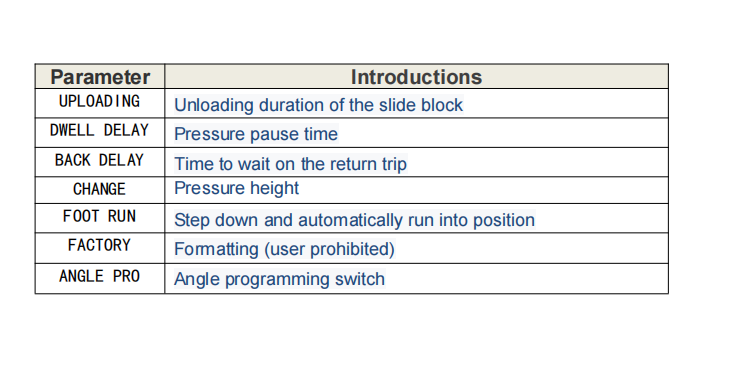
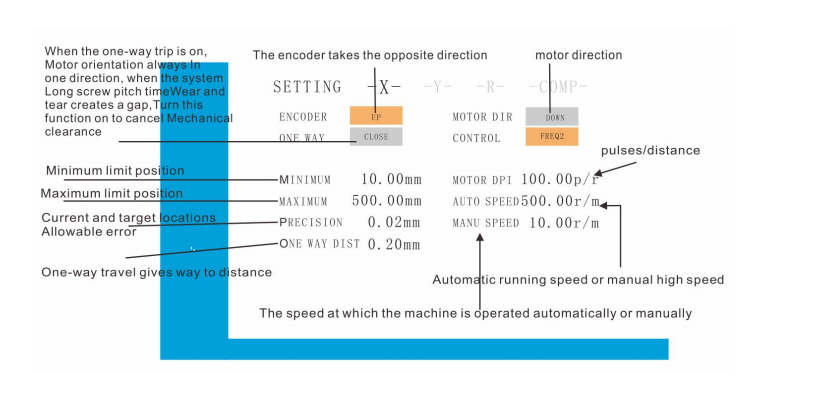
1.3 дополнительные параметры

1.4 выбор режима
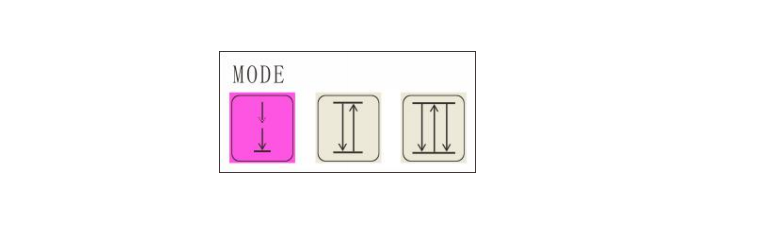
Включение: Включение контроляSingle: Автоматический возврат после окончания одиночного изгибаНепрерывный: автоматический циклический режим работы
1.5 machine diagnosis
Состояние машины позволяет просматривать все состояния машины: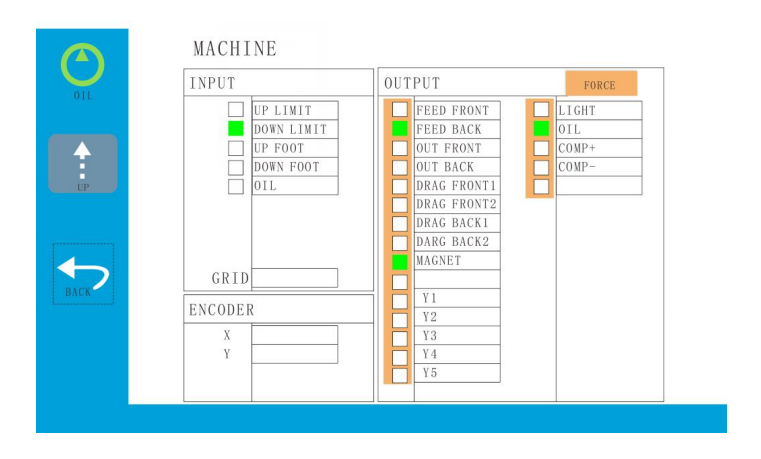
2.система отладки
При первом использовании системы необходимо отладить машину, чтобы достижение цели пользователей.
Для отладки необходимо выполнить следующие действия.
2.1 настройки клапана
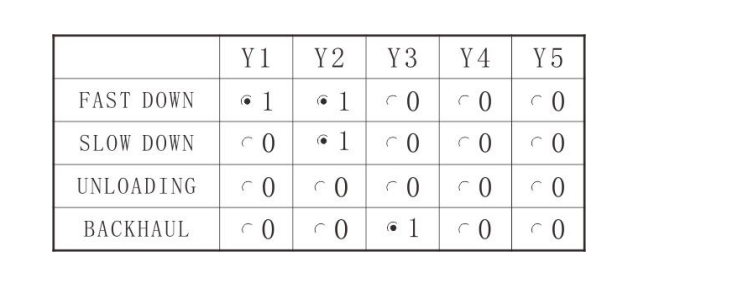
Спускайтесь: Спускайтесь.
Замедление: Действие под давлением.
Разгрузка: Действие разгрузки.
Обратная связь: Действие в обратном направлении.
2.2 коэффициент
2.2.1 Ось X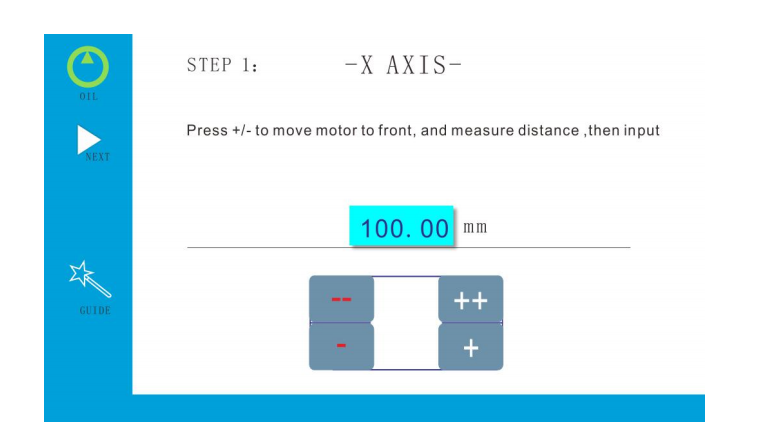
Выполнив описанные выше действия, вы будете готовы к настройке угла гибки.
2.3 Отладка углов
Сначала устанавливаем верхний и нижний размеры пресс-формы:
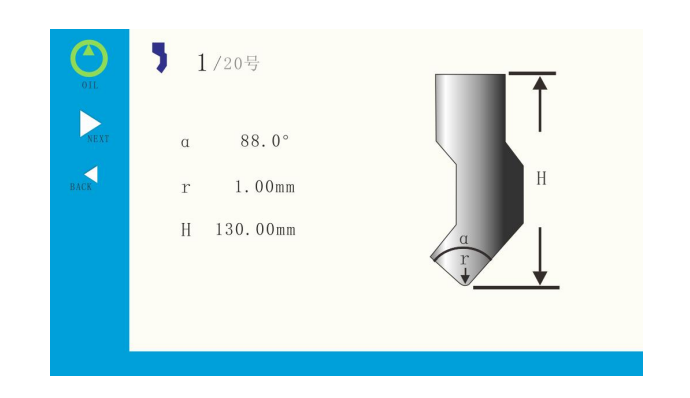
2.3.1 верхняя форма
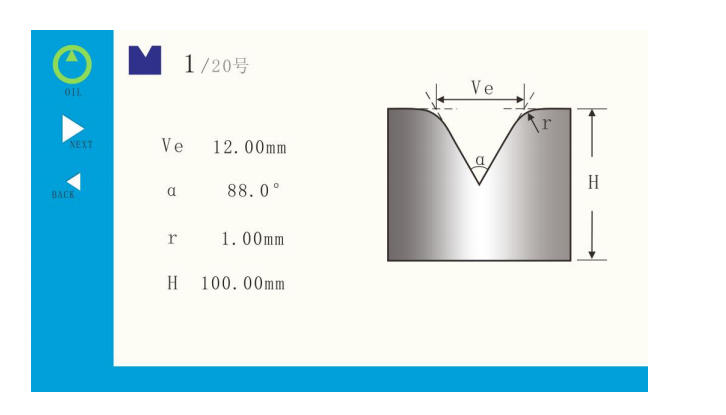
2.3.2 нижняя форма
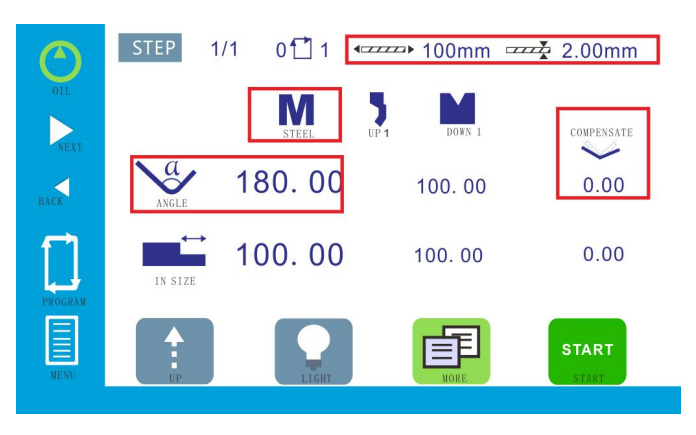
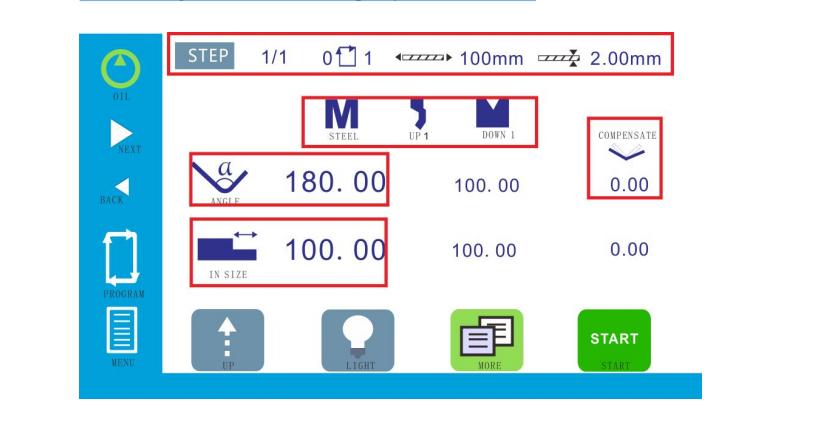
2.3.3 другой параметр
Следующая красная коробка:
2.4 угловая калибровка
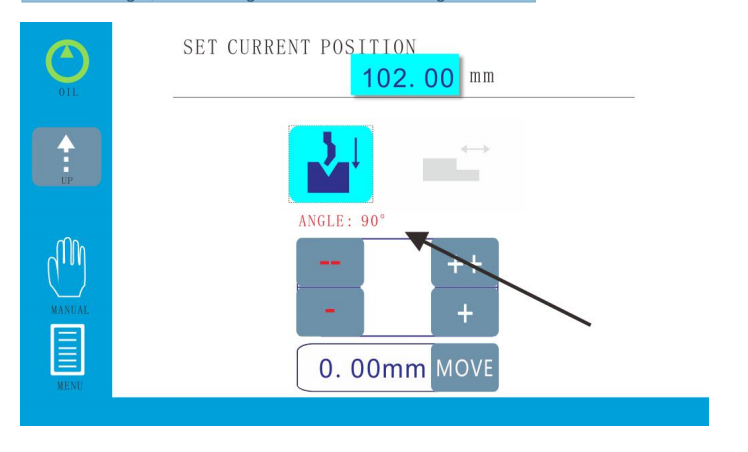
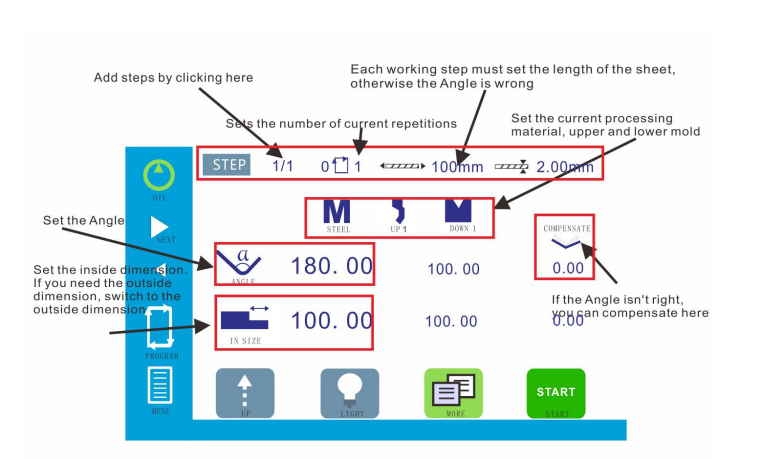
Установите верхнюю форму, нижнюю форму, материал, толщину и длину пластины, нажмите кнопку меню и перейдите в режим ручной отладки. Произвольно изогните угол, затем щелкните по координате точку отсчета и введите пароль 1212. Появится фактический угол, введите фактический угол измеренный Угол, и Угол калибруется. Диаграмма ниже:
2.5 продолжительность калибровки
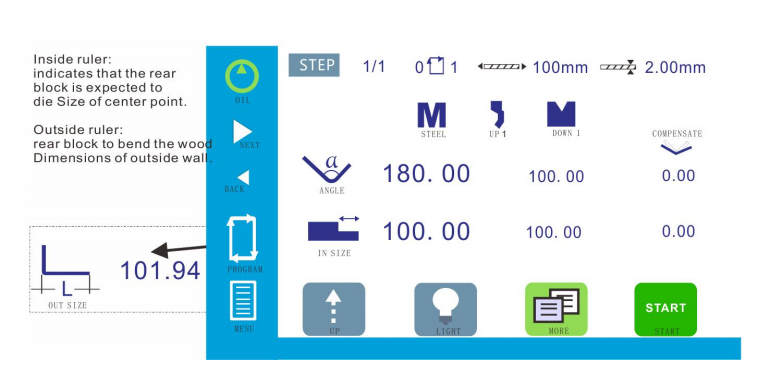
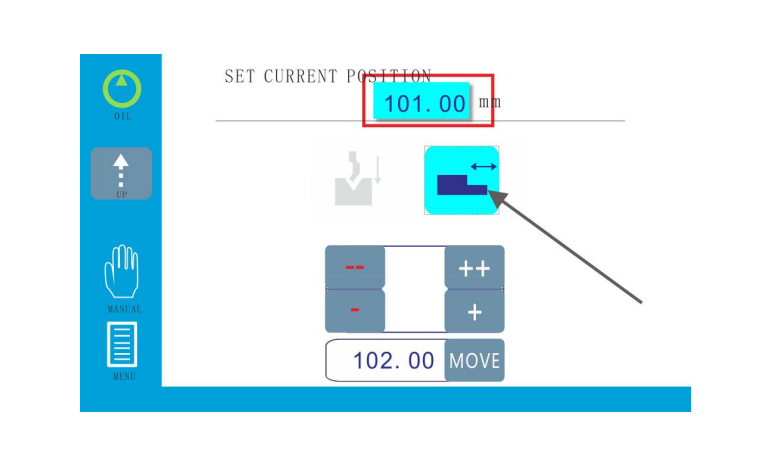
Когда пользователь использует внутреннюю линейку для сгибания и вводит размер внутренней линейки как 100, если фактическое измерение равно 101, то перейдите в меню ручного управления и измените значение координатная точка привязки к 101. Когда пользователь использует внешний размер для сгибания, если фактический внешний размер 5, переключитесь на верхнюю часть внешнего измерения, введите 105, а затем переключитесь на внутреннее измерение размер. Если внутренний размер равен 103, щелкните меню в руководстве и измените значение координатная точка привязки к 103.
2.6 прочность рамы
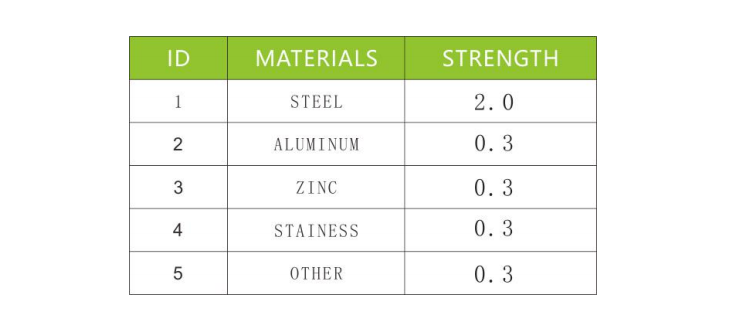
Когда пользователю необходимо согнуть длинную доску, поскольку длинная доска имеет большую отскок, чем у короткой доски, поэтому при одинаковом угле складывания длинная доска должна быть прижимается глубже, чем короткая доска, чтобы правильно согнуть ее под нужным углом. В это время необходимо установить прочность каркаса материала, как показано на рисунке ниже:
2.7 линейка сетки
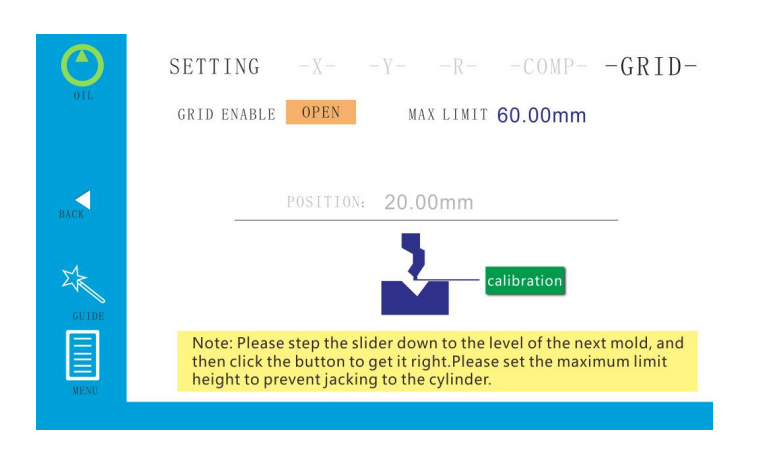
Перед установкой, пожалуйста, сначала закройте линейку с магнитной сеткой, наступите на верхнюю форму и установите нижнюю форму в положение "заподлицо", затем нажмите кнопку для калибровки, текущее положение будет автоматически переключится на 0 мм, затем остановите ползунок, проверьте, поднимется ли он. масляного цилиндра и установите максимальное предельное положение.
2.8 механическая компенсация
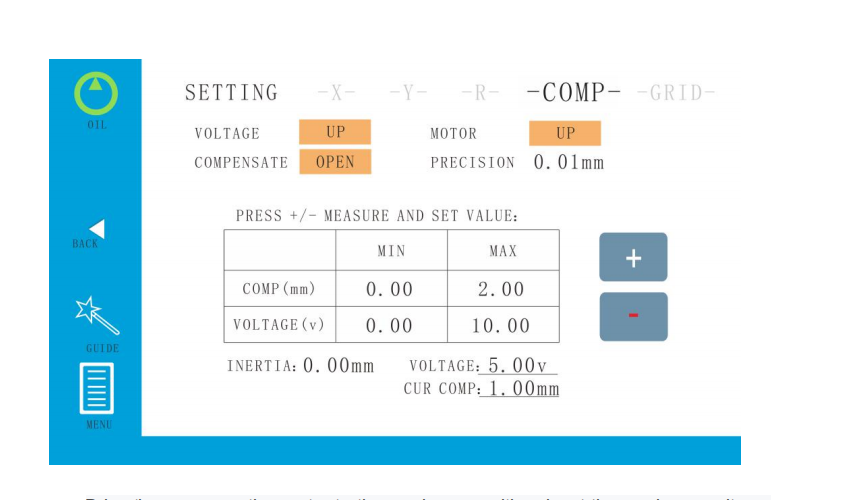
Приведите компенсационный двигатель в максимальное положение, подайте максимальное напряжение и максимальная высота. Затем компенсационный двигатель приводится в минимальное положение,введите минимальное напряжение и минимальную высоту.
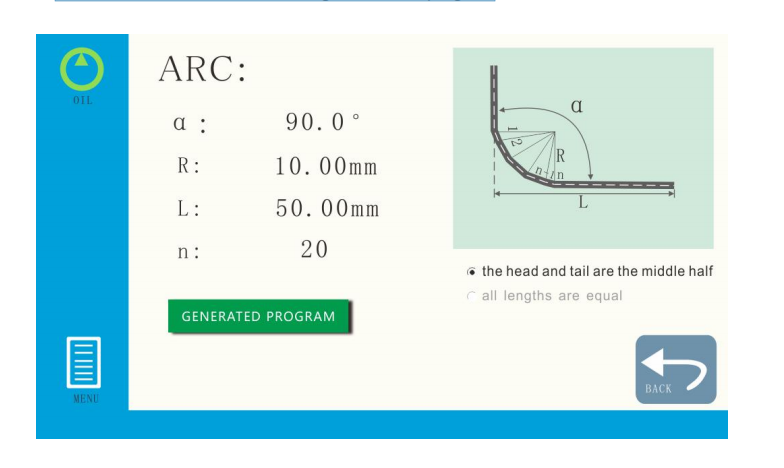
2,9 большая дуга
Чтобы задать размер дуги, нажмите кнопку для генерации программы
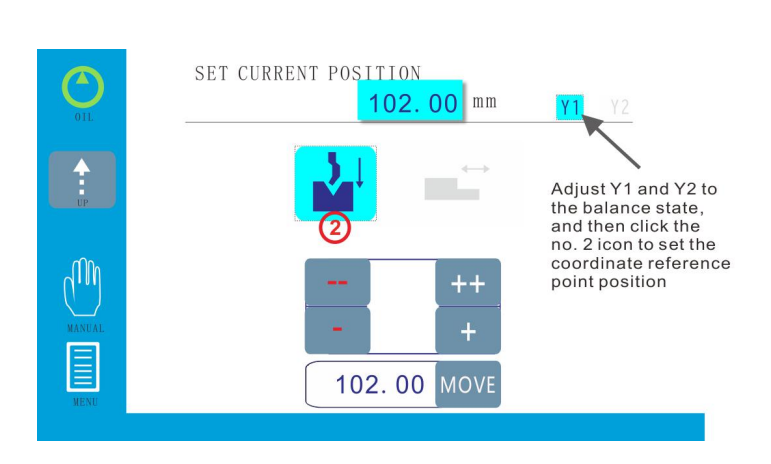
2.10 Ось Y1-Y2
3.работа с пользователем
3.1 одношаговое программирование
Пользователю требуется только один этап обработки, когда
3.2 многошаговое программирование
Этапы программирования:
Сначала установите материал, толщину, длинную плиту и основание пресс-формы, высоту открытия и точку изменения скорости, затем установите целевой размер и угол изгиба, установленный после первого шага, нажмите на добавление обработки шаг за шагом номер (см. выше), а затем нажмите на вставку последовательности шагов, в этот момент вы можете редактировать второй шаг, и так далее, в процессе программирования, будет копировать программирование всех параметров на шаг。
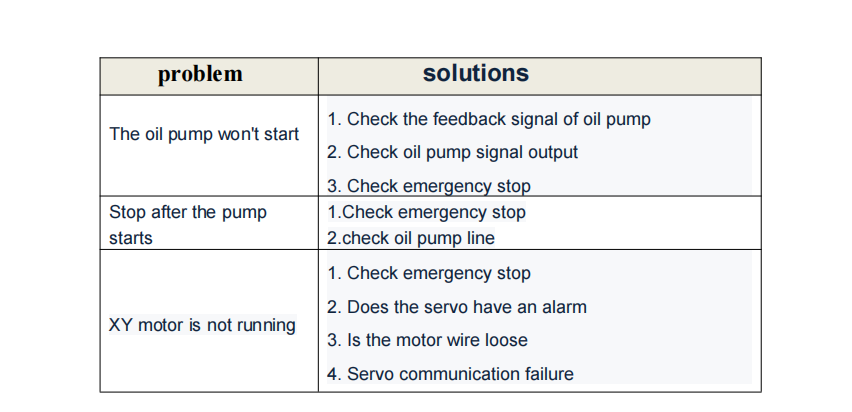
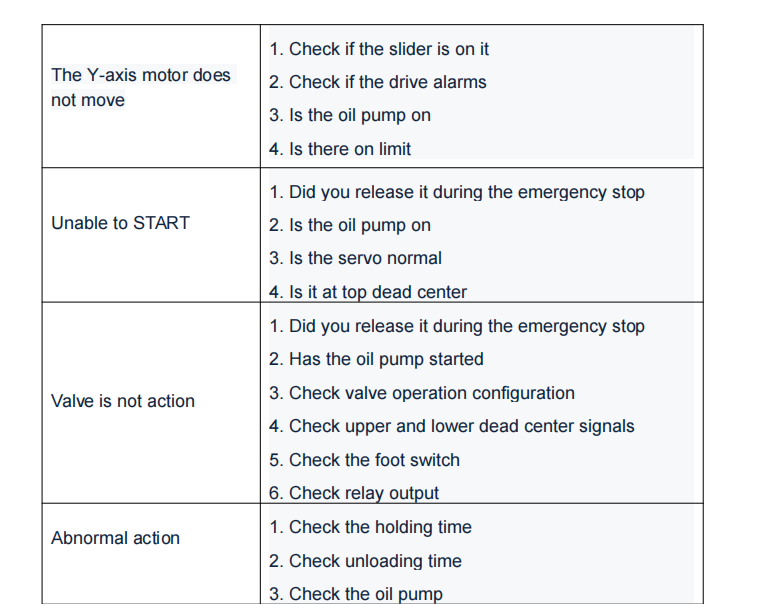
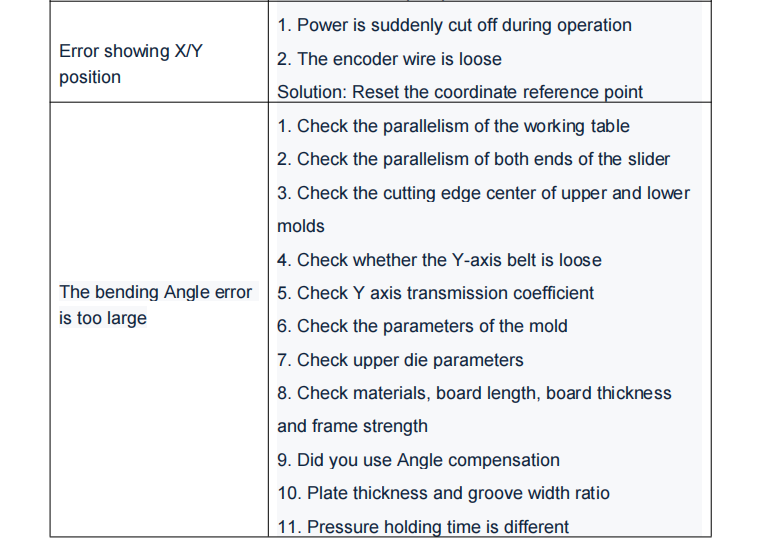
4.общая проблема