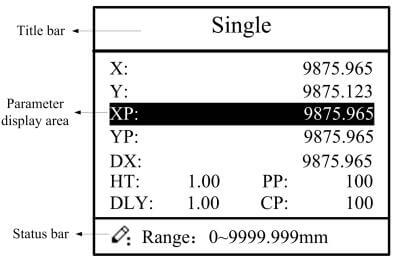


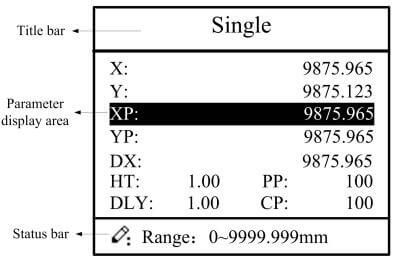
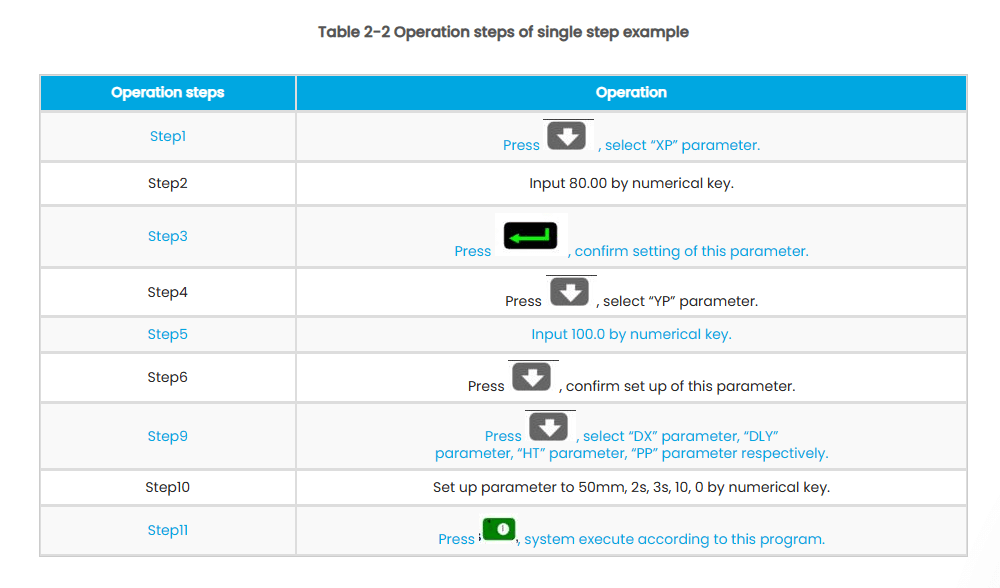
Figura 2-2 Página de definição do programa de passo único
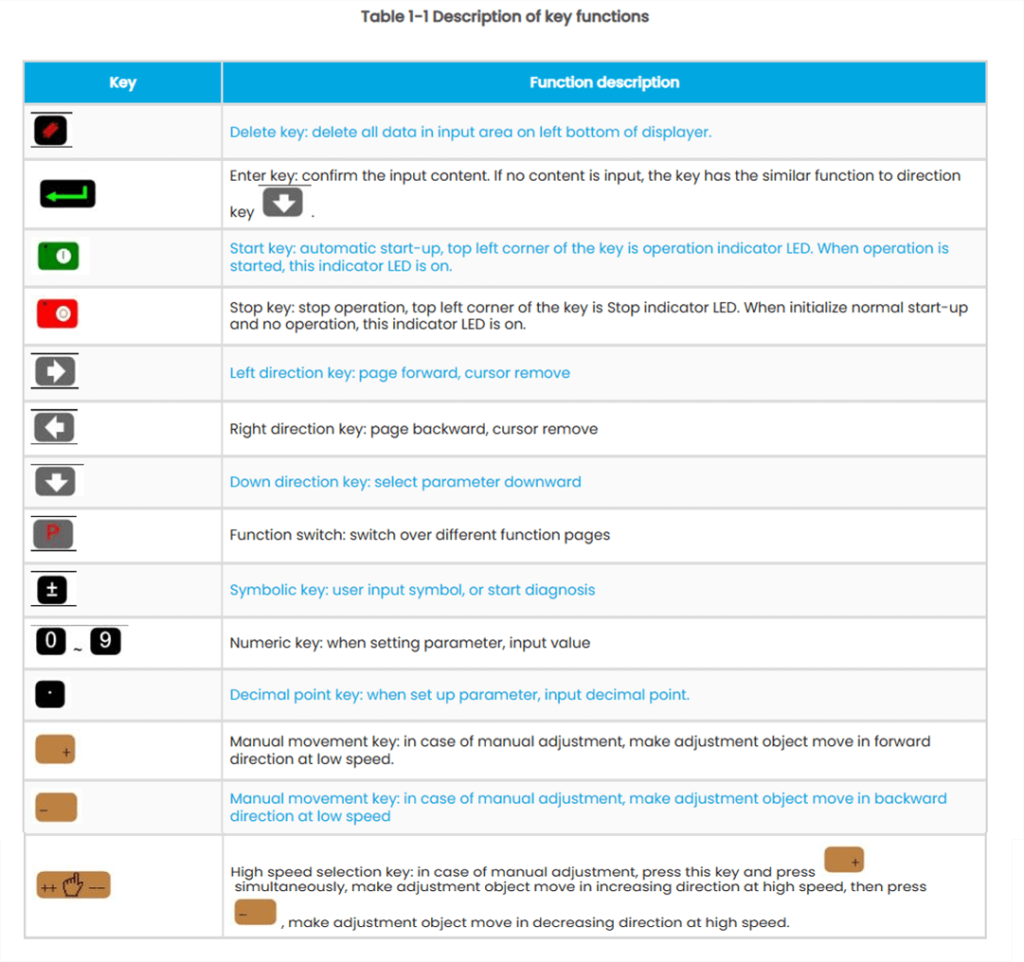
Passo 2 Imprensa![]() selecionar o parâmetro que deve ser configurado, premir
selecionar o parâmetro que deve ser configurado, premir ![]() tecla numérica para introduzir o valor do programa, premir para concluir a introdução.
tecla numérica para introduzir o valor do programa, premir para concluir a introdução.
[Nota] O parâmetro só pode ser definido quando o indicador de paragem está ligado.
Passo 3 Imprensa ![]() O sistema será executado de acordo com este programa, como mostra a Figura 2-3.
O sistema será executado de acordo com este programa, como mostra a Figura 2-3.
Cuidado: Quando o parâmetro X ou Y é apresentado na página, não entre na página EXECUÇÃO, a menos que tenha reposto a função de aprendizagem do eixo X ou do eixo Y.
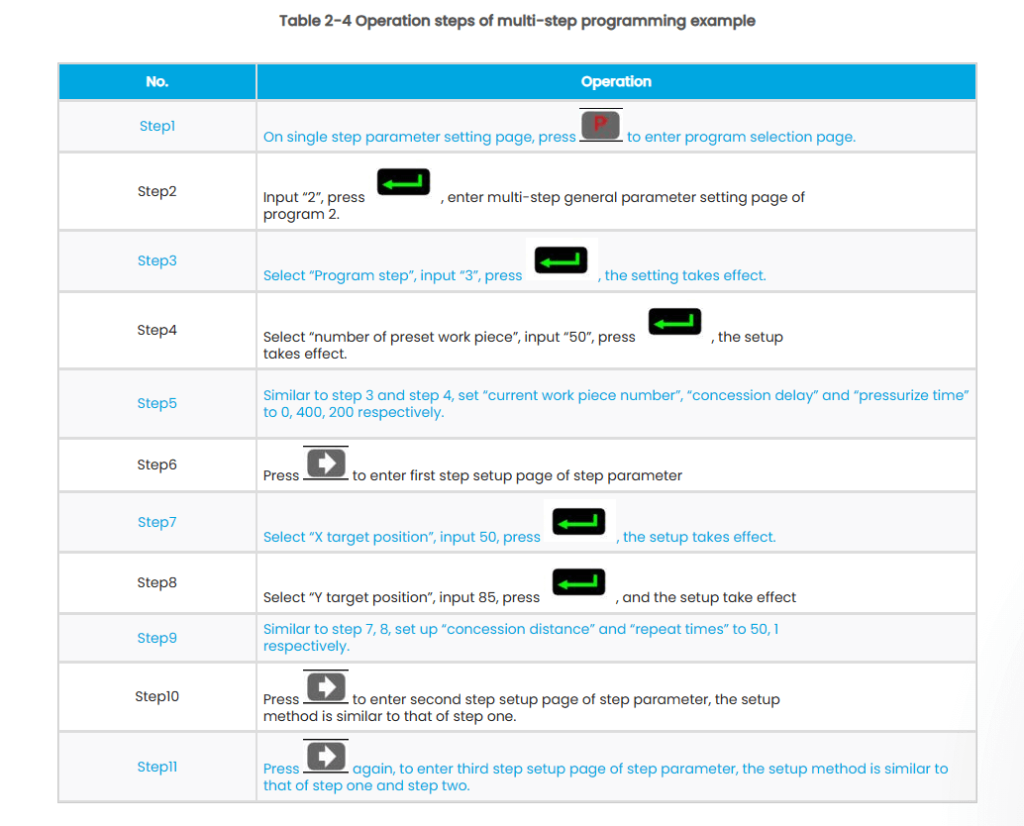
O programa de várias etapas é utilizado para processar uma única peça de trabalho de diferentes etapas de processamento, realizar a implementação consecutiva de várias etapas e melhorar a eficiência do processamento.
- Passo da operação
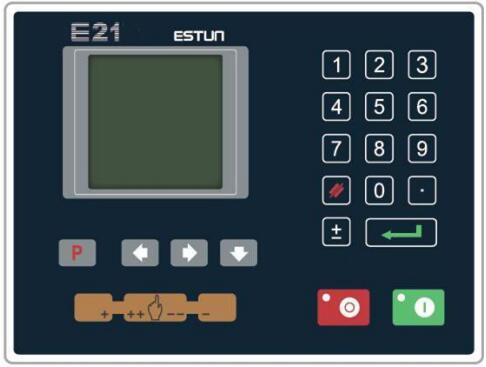
Passo 1 Ligado, o aparelho apresenta automaticamente a página de parâmetros de um só passo.
Passo 2 Imprensa ![]() , mudar para a página de gestão do programa, como mostra a Figura 2-4.
, mudar para a página de gestão do programa, como mostra a Figura 2-4.
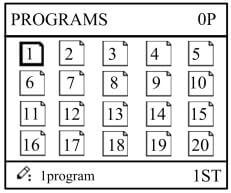
Figura 2-4 Página de gestão do programa
Passo 3 Imprensa ![]()
![]()
![]() selecionar o número de série do programa ou introduzir diretamente o número do programa, por exemplo, introduzir "1".
selecionar o número de série do programa ou introduzir diretamente o número do programa, por exemplo, introduzir "1".
Passo 4 Imprensa ![]() , entrar na página de definição do programa multi-passo, como mostra a Figura 2-5.
, entrar na página de definição do programa multi-passo, como mostra a Figura 2-5.
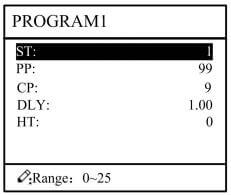
Figura 2-5 Multi-passo
Passo 5 Pressione ![]() selecionar o parâmetro de programação em várias etapas que requer configuração, introduzir
selecionar o parâmetro de programação em várias etapas que requer configuração, introduzir
configurar o valor, prima ![]() e a configuração entra em vigor.
e a configuração entra em vigor.
Passo 6 Quando a configuração estiver concluída, prima ![]() , entrar na página de definição de parâmetros de passos, como se mostra na Figura 2-6.
, entrar na página de definição de parâmetros de passos, como se mostra na Figura 2-6.
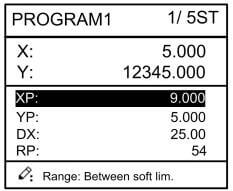
Figura 2-6 Página de definição dos parâmetros das etapas
Passo 7 Imprensa ![]() selecionar o parâmetro de passo que precisa de ser configurado, introduzir o valor do programa, premir
selecionar o parâmetro de passo que precisa de ser configurado, introduzir o valor do programa, premir ![]() e a configuração entra em vigor.
e a configuração entra em vigor.
Passo 8 Imprensa ![]()
![]() para alternar entre passos. Se o passo atual for o primeiro passo, prima
para alternar entre passos. Se o passo atual for o primeiro passo, prima ![]() para aceder à última página da definição dos parâmetros do passo; se o passo atual for o último, prima
para aceder à última página da definição dos parâmetros do passo; se o passo atual for o último, prima ![]() para aceder à primeira página da definição do parâmetro de passo.
para aceder à primeira página da definição do parâmetro de passo.
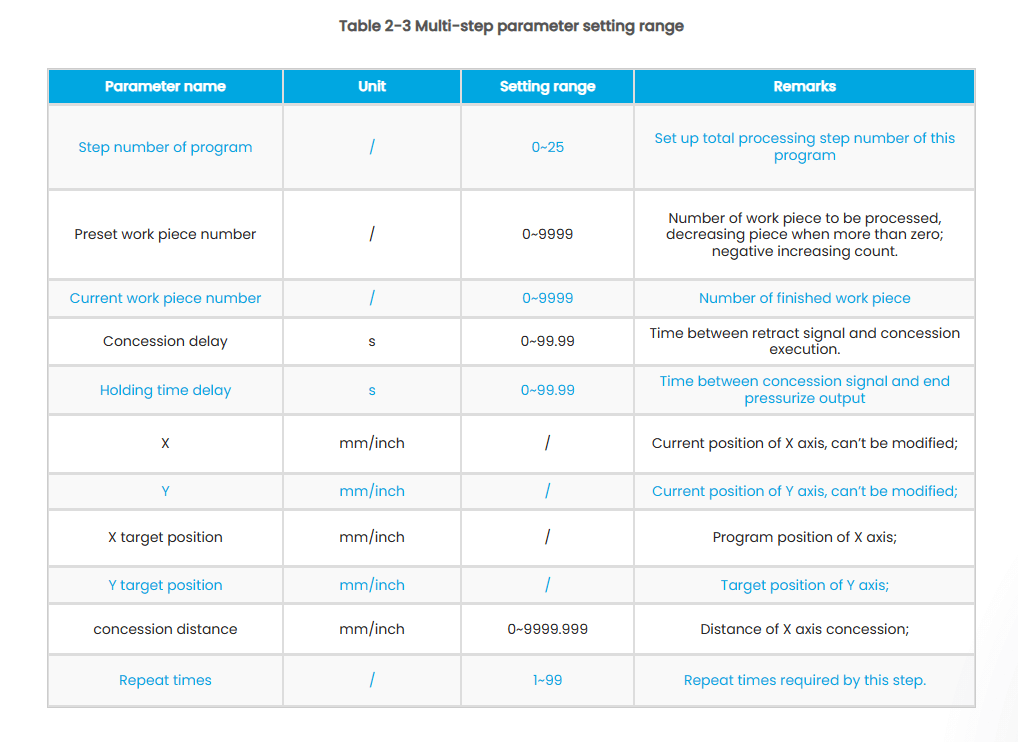
A gama de definição dos parâmetros multi-passo é apresentada na Tabela 2-3.
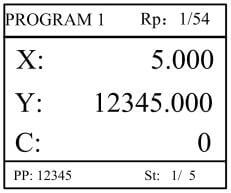
Passo 9 Imprensa ![]() O sistema funcionará de acordo com este programa, como se mostra na Figura 2-7.
O sistema funcionará de acordo com este programa, como se mostra na Figura 2-7.
O utilizador pode configurar todos os parâmetros necessários para o funcionamento normal do sistema, incluindo o parâmetro do sistema, o parâmetro do eixo X e o parâmetro do eixo Y.
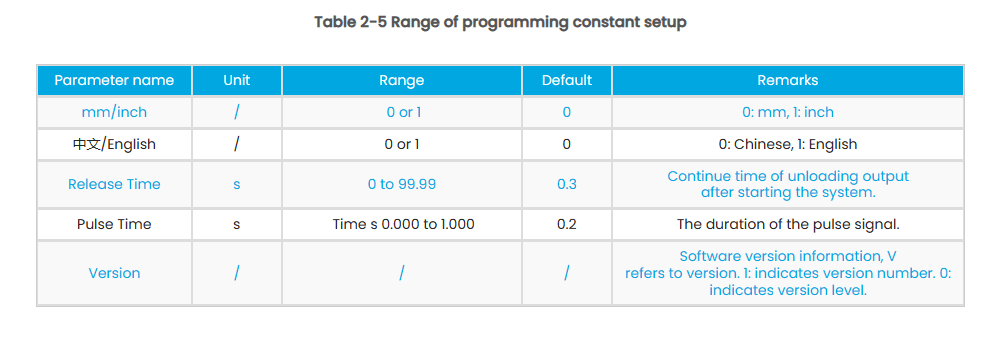
Passo 1 Na página de gestão do programa, prima ![]() para aceder à página da constante de programação, como se mostra na Figura 2-8. Nesta página, a constante de programação pode ser definida.
para aceder à página da constante de programação, como se mostra na Figura 2-8. Nesta página, a constante de programação pode ser definida.
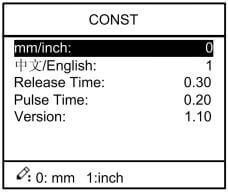
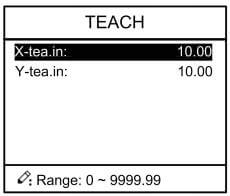
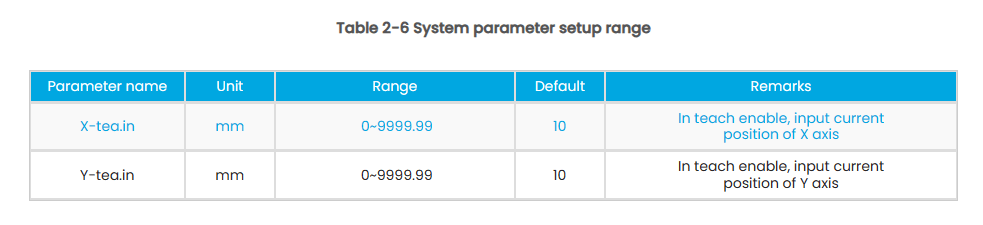
Passo 2 Introduzir a palavra-passe "1212", premir ![]() para aceder à página de ensino, como se mostra na Figura 2-9.
para aceder à página de ensino, como se mostra na Figura 2-9.
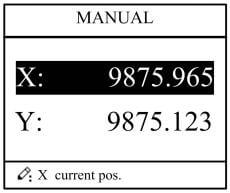
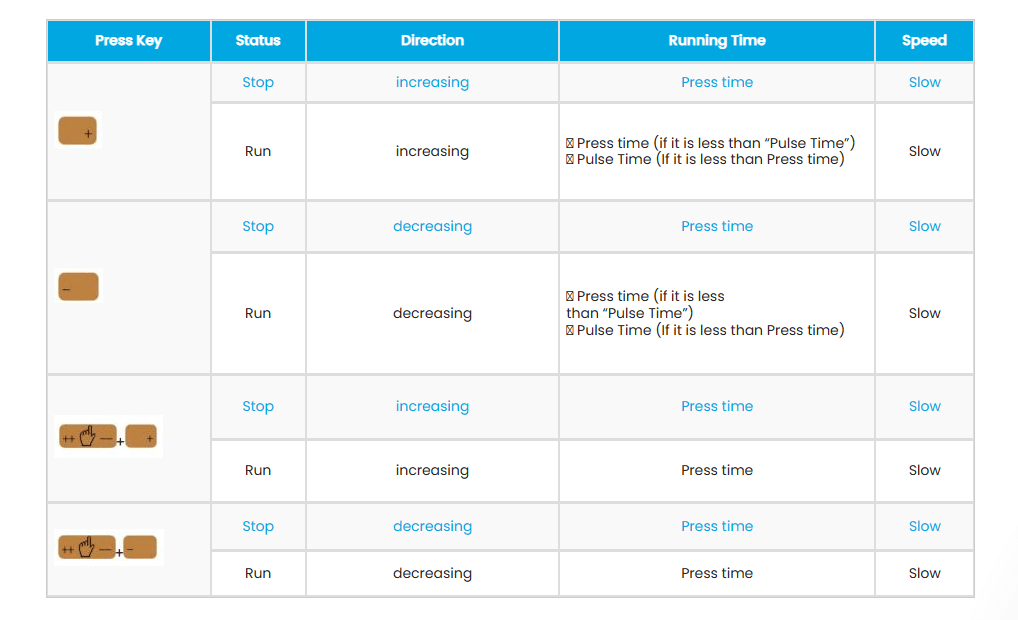
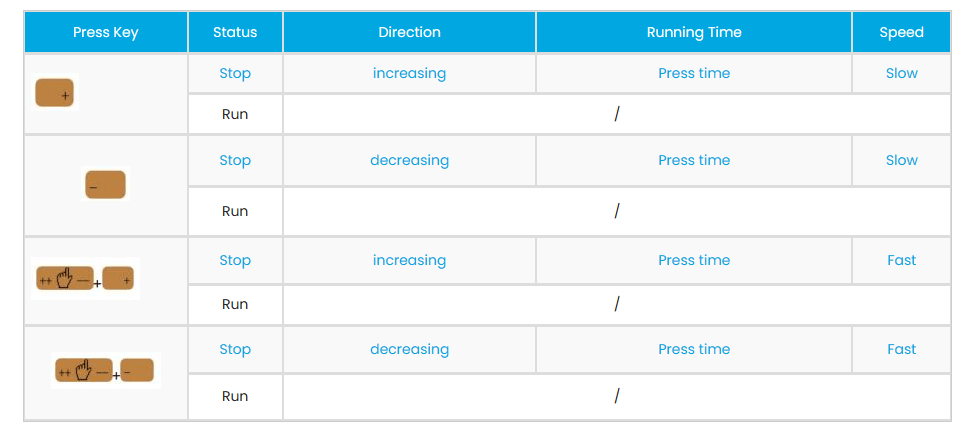
No modo de passo único, o movimento do eixo pode ser controlado premindo manualmente a tecla. Este método ajuda o utilizador a ajustar a máquina-ferramenta e a peça de trabalho.
Passo 1 Na página de configuração do parâmetro de passo único, prima ![]() ou
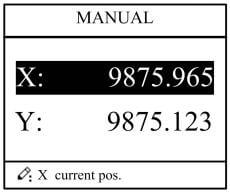
ou ![]() para aceder à página manual, como mostra a Figura 2-10.
para aceder à página manual, como mostra a Figura 2-10.
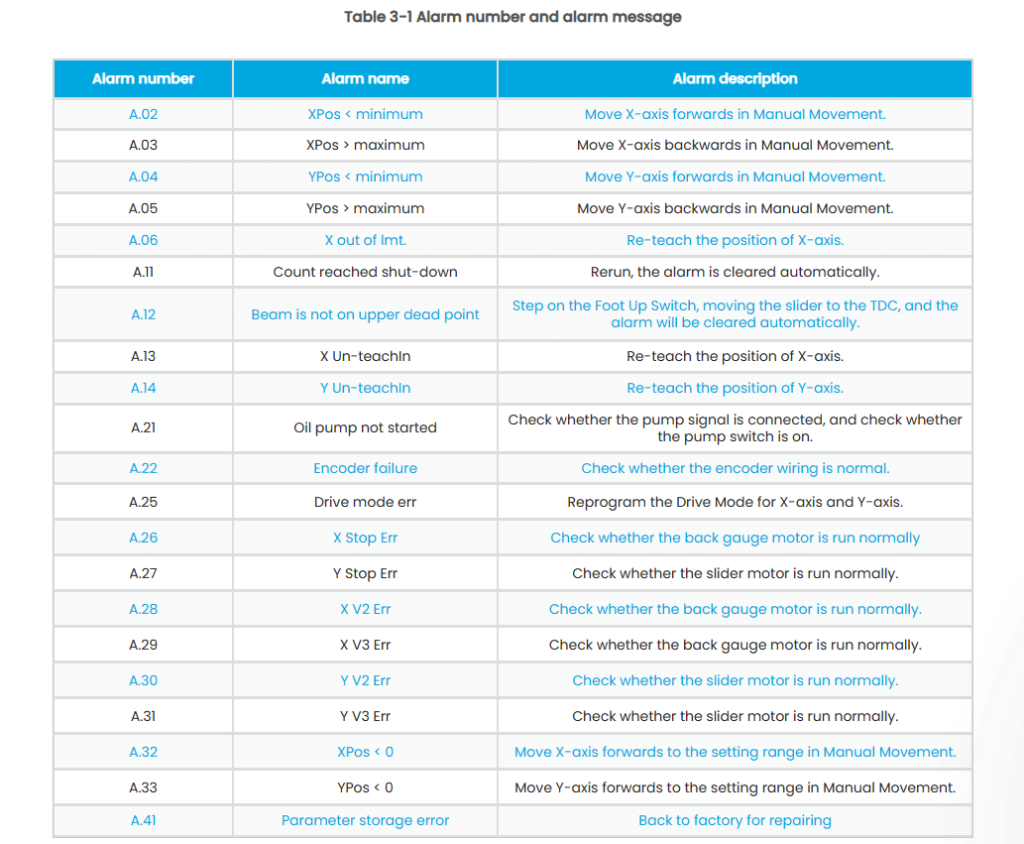
O dispositivo pode detetar automaticamente anomalias internas ou externas e enviar uma mensagem de alarme. A mensagem de alarme está disponível na lista de alarmes.
Passo 1 Na página de gestão da programação, prima ![]() para aceder à página das constantes de programação.
para aceder à página das constantes de programação.
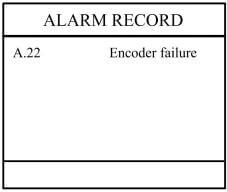
Passo 2 Na página de programação constante, prima ![]() para aceder à página "Histórico de alarmes" para ver todo o histórico de alarmes.
para aceder à página "Histórico de alarmes" para ver todo o histórico de alarmes.
Como mostra a Figura 3-1, os últimos 6 alarmes, o número de alarme e as causas podem ser visualizados nesta página