TP10S CNC Touch Screen Controller – Complete User Manual
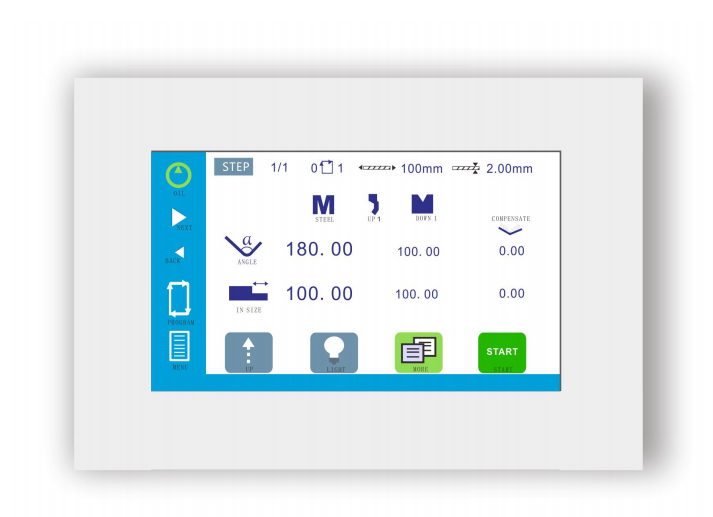
Table of Contents TP10S Controller Manual PDF The TP10S controller is widely used in CNC press brake machines for programming, angle calibration, machine setup, and bending operations. For users who need the complete operating instructions, the official TP10S controller manual can be downloaded below.Control-System-of-TP10S-CNC-Bending-Machine.pdf 1.overview 1.1 programming/running 1.2 More Programmin 1.3 advanced parameters 1.4 mode selection Inching: Inching controlSingle: Automatic return after the end of a single bendContinuous: Automatic cycle operation 1.5 machine diagnosis Machine state allows you to view… Читать далее "TP10S CNC Touch Screen Controller – Complete User Manual








