

The EP Series Press Brake operates without hydraulic oil and is driven by an electric cylinder, eliminating hydraulic pollution and maintaining machine precision.
Более 5000 производителей по всему миру доверяют нам

Разработано для обеспечения точности, эффективности и надежности в условиях современного производства.

The DURMAPRESS All-Electric Press Brake represents the next generation of metal forming equipment, delivering unmatched precision while eliminating the environmental concerns associated with traditional hydraulic systems.
Оцените точность инженерных решений, лежащих в основе наших листогибочных прессов.
")
Листогибочные прессы Durmapress имеют прочную моноблочную раму из высокопрочной стали, обеспечивающую неизменную точность и надежность. Каждая рама закалена и имеет 15-летнюю гарантию.
Листогибочные прессы Durmapress имеют прочную моноблочную раму из высокопрочной стали, обеспечивающую неизменную точность и надежность. Каждая рама закалена и имеет 15-летнюю гарантию.


Стопорный палец в полностью электрическом листогибочном прессе DP-EP повышает точность, эффективность и безопасность станка, делая его незаменимым компонентом для высокоточных гибочных работ.
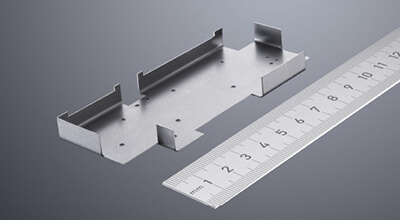
Our machines offer ample sheet metal space to prevent interference, enabling the production of complex parts. The large slider stroke and adjustable upper die (180 mm-210 mm) cater to various models.
")
")
Для изготовления поперечной балки используется высококачественная углеродистая сталь, а общая структурная конструкция проста, компактна и стабильна, что обеспечивает высокую скорость и точность. Стандартная конфигурация задней блокировки материала этого станка - оси X и Y, с 2 регулируемыми блокирующими пальцами.
The machine features high-speed lifting and stable accuracy through servo motor-driven screw. With imported C5-grade components and a 0.005mm Y-axis movement setting, it ensures precision, stability, and durability for efficient production.
")

Направляющие для винтов имеют класс C5 для точного перемещения, а минимальная единица настройки по оси Y составляет 0,005 мм. Полностью электрический сервогибочный станок отличается исключительной энергоэффективностью, потребляя менее 0,5 кВт электроэнергии в режиме простоя.
Воспользуйтесь нашим калькулятором усилия гибки, чтобы получить точные данные о необходимом давлении листогибочного пресса для любого материала и комплекта инструмента.
Обеспечение точности и долговечности во всех процессах формообразования металла.
Посмотрите, как полностью электрический листогибочный пресс DURMAPRESS демонстрирует свою точность и эффективность.
| Нет | Название | Единица | EP 3/200 | EP 6/400 | EP 12/600 | EP 18/800 |
|---|---|---|---|---|---|---|
| 1 | Norminal Force | T | 3 | 6 | 12 | 18 |
| 2 | Рабочий стол | мм | 200 | 400 | 600 | 800 |
| 3 | Pole Distance | мм | 296 | 370 | 520 | 720 |
| 4 | Depth of Throat | мм | 150 | 180 | 200 | 250 |
| 5 | Ползунковый штрих | мм | 120 | 120 | 120 | 120 |
| 6 | Max.Opening Height | мм | 420 | 420 | 420 | 420 |
| 7 | Back Gauge Travel | мм | 150 | 180 | 200 | 350 |
| 8 | Max. Speed of Slider | мм/с | 200 | 200 | 200 | 200 |
| 9 | Main Motor Power | KW | 2x1 | 3x1 | 5.5x1 | 7.5X1 |
| 11 | Оси | Qty | 3(Y,X,R) | 3(Y,X,R) | 3(Y,X,R) | 3(Y,X,R) |
| 12 | Dimensions (L*W*H) | мм | 600x670x1750 | 750x800x2050 | 1000x970x2100 | 1000x970x2100 |
| 13 | Вес | kg | 550 | 750 | 1150 | 1800 |
| Нет | Название | Единица | EP 12-600S | EP 18/800S | EP 30/1250S |
|---|---|---|---|---|---|
| 1 | Norminal Force | T | 12 | 18 | 30 |
| 2 | Рабочий стол | мм | 600 | 800 | 1250 |
| 3 | Pole Distance | мм | 520 | 720 | 1160 |
| 4 | Depth of Throat | мм | 200 | 250 | 300 |
| 5 | Ползунковый штрих | мм | 120 | 120 | 150 |
| 6 | Max.Opening Height | мм | 450 | 420 | 450 |
| 7 | Back Gauge Travel | мм | 200 | 350 | 500 |
| 8 | Max. Speed of Slider | мм/с | 200 | 200 | 200 |
| 9 | Main Motor Power | KW | 3.0x2 | 5.5x2 | 7.0x2 |
| 11 | Оси | Qty | 4(Y1,Y2,X,R) | 4(Y1,Y2,X,R) | 4(Y1,Y2,X,R) |
| 12 | Dimensions (L*W*H) | мм | 1000x970x2100 | 1000x970x2100 | 1400x1200x2200 |
| 13 | Вес | kg | 1250 | 1800 | 2350 |
Получите индивидуальный расчет стоимости с учетом ваших конкретных потребностей и узнайте, как гибочный станок поможет повысить эффективность производства и качество продукции.

Введите данные ниже, чтобы получить бесплатное предложение и брошюру о продукции. Мы ответим в течение 24 часов!