The EP Series Press Brake operates without hydraulic oil and is driven by an electric cylinder, eliminating hydraulic pollution and maintaining machine precision.
Engineered for precision, efficiency, and reliability in modern manufacturing environments
Revolutionary Bending Technology
The DURMAPRESS All-Electric Press Brake represents the next generation of metal forming equipment, delivering unmatched precision while eliminating the environmental concerns associated with traditional hydraulic systems.
Advanced Technical Features
Our unique electric cylinder structure uses heavy-duty ball screws for exceptional accuracy and durability.
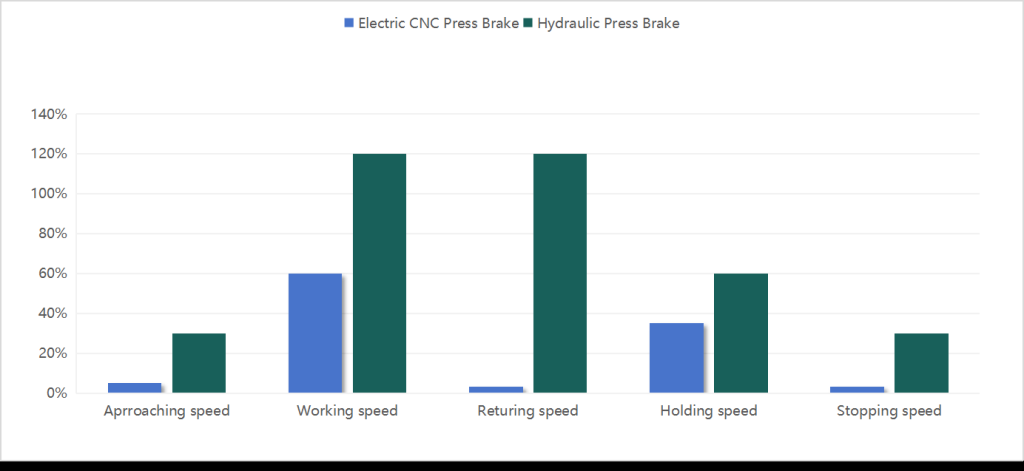
The machine is driven by a servo motor, consuming minimal power for energy-efficient operation, saving over 50% compared to hydraulic models.
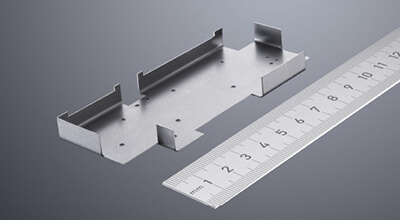
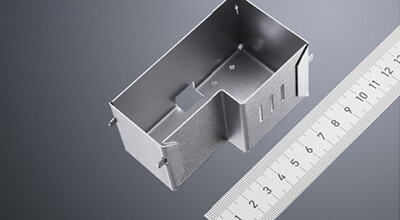
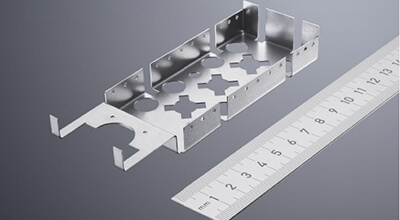
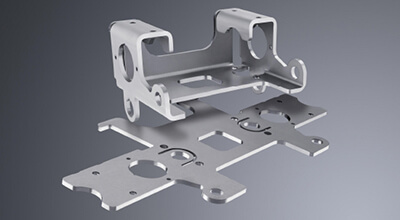
The EP series is versatile, suitable for kitchenware, electrical cabinets, new energy, energy storage, and hardware industries.
Efficient tooling change and alignment for quicker operations.
Lower production costs for improved cost-effectiveness.
The integrated pressure filter ensures low noise levels during operation, enhancing user comfort.
Cycles Between Maintenance
0+
Energy Efficiency
0%
Faster Cycle Times
0%
Hydraulic Oil Required
0%
Detailed Design & Components
Explore the precision engineering behind our press brake systems
Machine Frame
Durmapress press brakes feature a robust mono-block frame made from high yield steel, ensuring enduring accuracy and reliability. Each frame is tempered and backed by a 15-year warranty.
Durmapress press brakes feature a robust mono-block frame made from high yield steel, ensuring enduring accuracy and reliability. Each frame is tempered and backed by a 15-year warranty.
The stop finger in the DP-EP All-Electric Press Brake enhances the machine's accuracy, efficiency, and safety, making it an indispensable component for high-precision bending tasks.
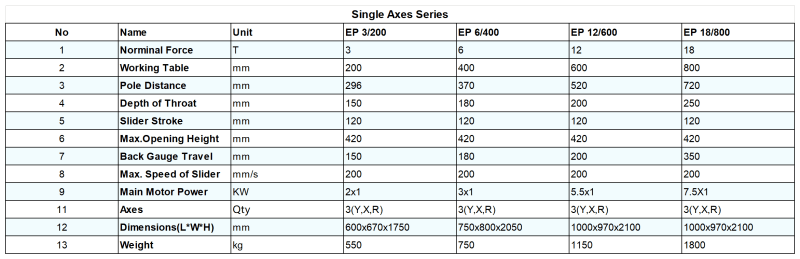
Our machines offer ample sheet metal space to prevent interference, enabling the production of complex parts. The large slider stroke and adjustable upper die (180 mm-210 mm) cater to various models.
The crossbeam is processed with high-quality carbon steel, and the overall structural design is simple, compact, and stable, resulting in fast speed and high accuracy. The standard configuration forthe rear material blocking ofthis machine is X and Y axes, with 2 adjustable blocking fingers.
The machine features high-speed lifting and stable accuracy through servo motor-driven screw. With imported C5-grade components and a 0.005mm Y-axis movement setting, it ensures precision, stability, and durability for efficient production.
The back gauge features a lightweight, strong aluminum alloy module and Taiwan Hiwin linear guide rail for smooth movement. With an accuracy of 0.01 mm, it ensures stable precision for both complex and high-tolerance production.
work area lighting
Advanced LED technology is used to create work area lighting, zero heat radiation, creating a comfortable environment for operators, greatly improving work efficiency, and opening up a new experience of efficient work.
fully automatic lubrication system
The fully automatic lubrication system intelligently adjusts oil delivery based on operational needs, ensuring optimal lubrication for machine parts. This enhances equipment lifespan and boosts production efficiency.
Why choose us?
Screw guide rails are C5 grade for precise movement, with a minimum Y-axis setting unit of 0.005mm. The fully electric servo bending machine is exceptionally energy-efficient, consuming less than 0.5KW of electricity when idle.




")


")
")
")