Вертикальный V-образный желобчатый станок

Общие сведения Характеристики
Почему стоит выбрать "Дурмапресс
The horizontal part is machined with a rabett cutter 1/16″ deep or deeper depending on the cove radius. This production method, even though more time consuming, will eliminate the hole in the corner altogether as well as the 45 degree bottom back bevel in the case of an open side view.
Вертикальный пазовальный станок использует в качестве элемента передачи мощности прецизионную шарико-винтовую пару и обладает высокой точностью обработки, что особенно важно для высокопроизводительных изделий.
Станок имеет трехкоординатное управление серводвигателем по осям X (продольное перемещение наконечника инструмента), Y (вверх-вниз), Z (вертикальное перемещение наконечника инструмента), реализует полностью автоматическое управление после ввода параметров и всесторонне улучшает точность строгания.
Система прессования использует гидравлическую систему в качестве источника питания, давление велико, а сила крепления надежна. При этом обеспечивается низкий уровень шума и низкое энергопотребление.
Задняя подвижная часть приводится в движение двойной шарико-винтовой передачей, благодаря чему достигается высокая точность позиционирования поверхности плиты.
Скользящий держатель инструмента изготовлен из чугуна, износостойкого и ремонтопригодного материала, срок службы которого гарантирован более десяти лет.
Компоненты
Стандартное оборудование:
- CNC system -Taiwan Hydraulic system – Taiwan
- Frequenc·y converter – Mitsubishi Servo motor – Mitsubishi
- Seal ring – VALQUA,Japan Motor – SEW
- Air switch – Schneider Contactor – Schneider
- Breaker and button – Schneider Relay – Schneider
- Blades – KORLOY,Korea
- Linear guide – HINWIN, Taiwan Wire – IGUS, Germany
- Сертифицированная машина CE
Дополнительные функции:
- Лезвия из различных материалов для резки низкоуглеродистой стали, латуни, алюминия и т.д.
Основные компоненты
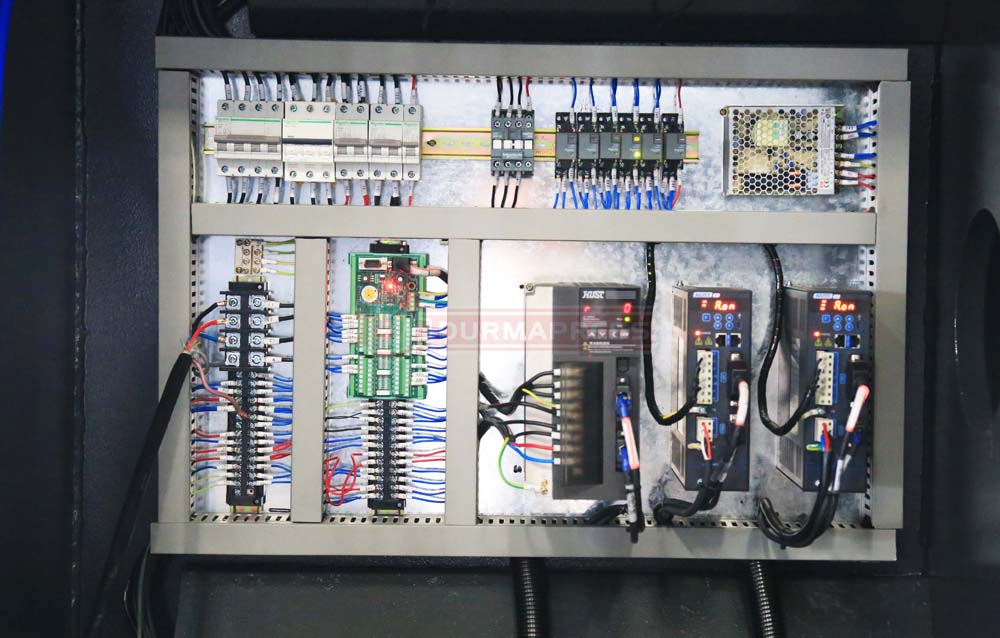
Тайваньский контроллер Hust
- Сокращение времени обучения
- Избежать столкновения
- В любом осевом направлении может быть установлена решетчатая линейка
- Время реакции на ускорение / замедление : 0,5UС
- Высокоскоростное позиционирование главного вала
- С функцией втягивания
- Функция аварийной сигнализации и устранения неисправностей
- Функция прерывания ПЛК: фиксированное время сканирования 10 мс
- Управление по всем осям в разомкнутом контуре с функцией обратной связи
- Считывание и отображение крутящего момента серводвигателя
- Кривая управления ускорением и замедлением имеет вид
- превосходит другие виды нумерического контроля.
- С модулем ввода питания постоянного тока
- С внешним выходом SSR сингальная пластина
- Простота подключения, низкая стоимость проводки

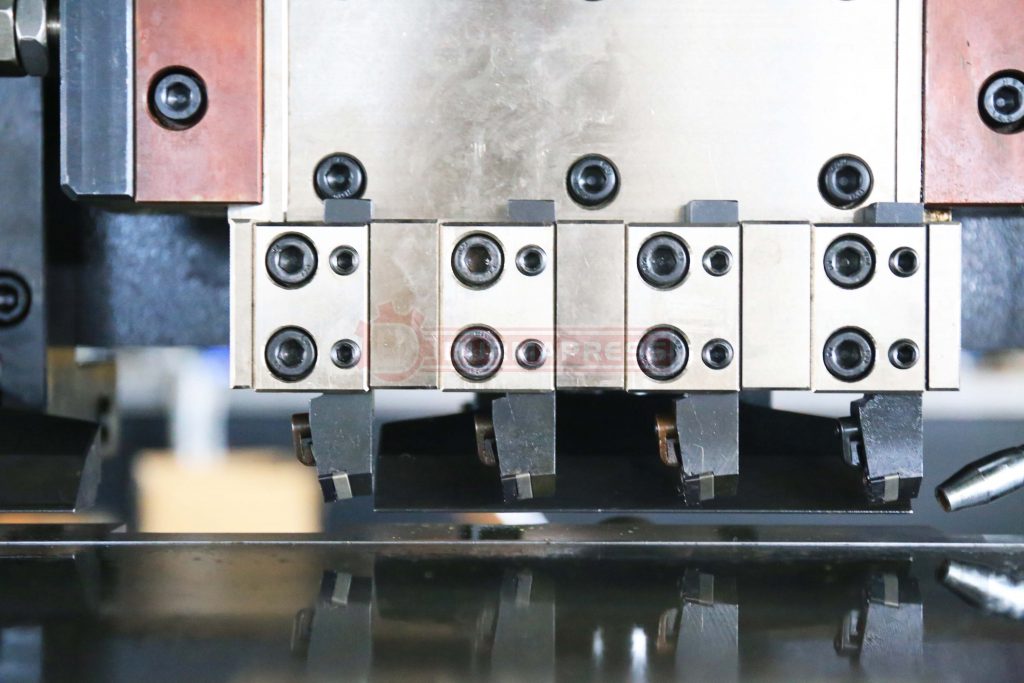
Лезвие 4 шт.
- Триста ножей из белой стали одновременно режут
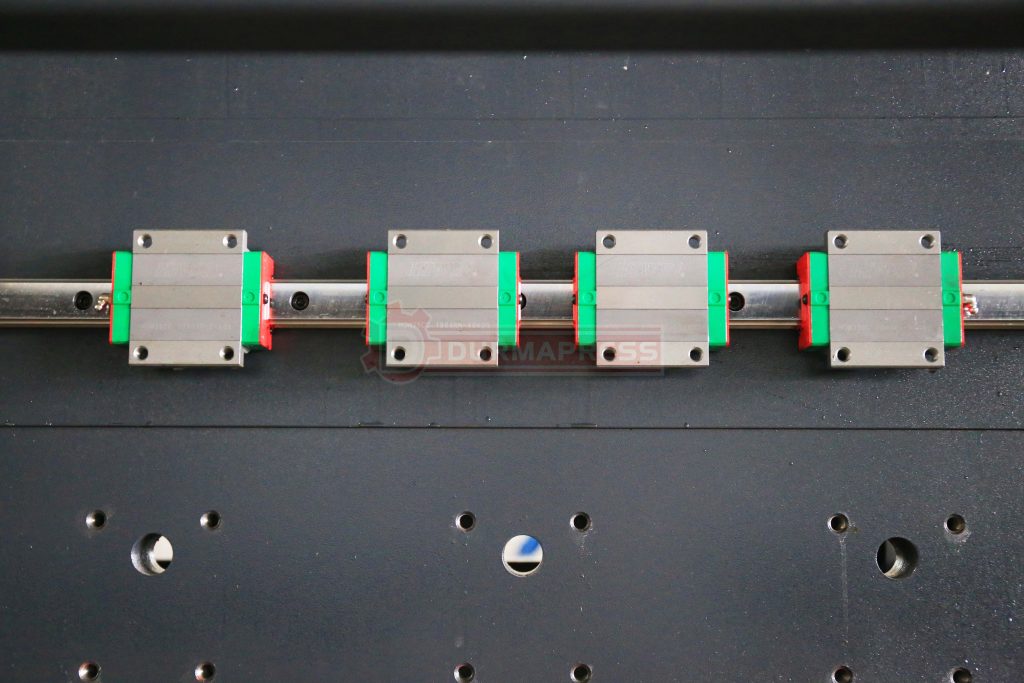
Тайвань HIWIN Linear
- Тайвань HIWIN Линейные направляющие рельсы и
- Шарико-винтовая пара
Защита от света
Фронтальная фотоэлектрическая защита

Видеоролик для ознакомления с продуктом
Видео о работе станка с ЧПУ с V-образными канавками
V-грунтование - метод, используемый для придания эстетичности самым разным изделиям, - позволяет создавать декоративные узоры на поверхности таких изделий, как стеклянные панели, картинные рамы и облицовка стен.
Обработка V-образных канавок используется, прежде всего, для облегчения сгибания или складывания различных материалов, создавая V-образный разрез или канал вдоль поверхности материала. Этот разрез вдоль линии сгиба выполняет роль шарнира, позволяя изделию достигать 90-градусных изгибов при относительно небольшом радиусе сгиба.
V-образное строгание часто применяется во многих областях, где традиционные методы гибки, такие как принудительная, свободная и трехточечная, нецелесообразны.
Галерея


Технические данные
| Нет | Содержание | Необходимый параметр | |||
|---|---|---|---|---|---|
| 1 | Модель | DMP1250-3200 | DMP1250-3200 | DMP1500-3200 | DMP1500-4000 |
| 2 | Толщина пластины | 0,4-6 мм | 0,4-6 мм | 0,4-6 мм | 0,4-6 мм |
| 3 | Длина пластины X Ширина | 1250x3200 мм | 1250x4000 мм | 1500x3200 мм | 1500x4000 мм |
| 4 | Скорость фрезерования | 5M-70M/мин | 5M-70M/мин | 5M-70M/мин | 5M-70M/мин |
| 5 | Скорость подачи | 0,5-20 М/мин | 0,5-20 М/мин | 0,5-20 М/мин | 0,5-20 М/мин |
| 6 | Минимальная единица установки по оси X | 0,01 мм | 0,01 мм | 0,01 мм | 0,01 мм |
| 7 | Точность позиционирования по оси X | ±o.o5 мм | ±o.o5 мм | ±o.o5 мм | ±o.o5 мм |
| 8 | Минимальная единица установки по оси Y | 0,01 мм | 0,01 мм | 0,01 мм | 0,01 мм |
| 9 | Точность позиционирования по оси Y | ±o.o5 мм | ±o.o5 мм | ±o.o5 мм | ±o.o5 мм |
| 10 | Минимальная единица установки по оси Z | 0,01 мм | 0,01 мм | 0,01 мм | 0,01 мм |
| 11 | Точность позиционирования по оси Z | ±o.o3 мм | ±o.o3 мм | ±o.o3 мм | ±o.o3 мм |
| 12 | Мощность двигателя оси X | 1,5 КВТ | 1,5 КВТ | 1,5 КВТ | 1,5 КВТ |
| 13 | Мощность двигателя по оси Y | 3 КВТ | 3 КВТ | 3 КВТ | 3 КВТ |
| 14 | Мощность двигателя оси Z | 0,4 КВТ | 0,4 КВТ | 0,4 КВТ | 0,4 КВТ |
| 15 | Плоскость верстака | ±o.o2 мм | ±o.o2 мм | ±o.o2 мм | ±o.o2 мм |
| 16 | Способ подачи | Обратное питание | Обратное питание | Обратное питание | Обратное питание |
| 17 | Верстак сменный или нет | Сменный | Сменный | Сменный | Сменный |
| 18 | Верстак закален или нет | Да | Да | Да | Да |
| 19 | Количество фрез | 3 ШТ. | 3 ШТ. | 3 ШТ. | 3 ШТ. |
| 20 | Макс. глубина для одноразового фрезерования | 1,0 мм | 1,0 мм | 1,0 мм | 1,0 мм |
| 21 | Макс. Глубина фрезерования | 3,0 мм | 3,0 мм | 3,0 мм | 3,0 мм |
| 22 | Охлаждающий распылитель | Иметь | Иметь | Иметь | Иметь |
| 23 | Контурная диафрагма | 5000*2500*2100 мм | 5800*2500*2100 мм | 5000*2750*2100 мм | 5800*2750*2100 мм |
| 24 | Вес | 9500KGS | 10500KGS | 10200KGS | 11200KGS |
