

You ask, we answer
If you have more questions, please contact us and we will reply within 24 hours.
- Material ( Such as Mild Steel , Stainless Steel , Aluminum and ect )
- Thickness ( For example 4mm , 6mm and more )
- Working Length ( For example 12feet, 3100mm or 100inch and ect )
- The Material tensile strength (Such as 450Mpa , 350Mpa and ect)
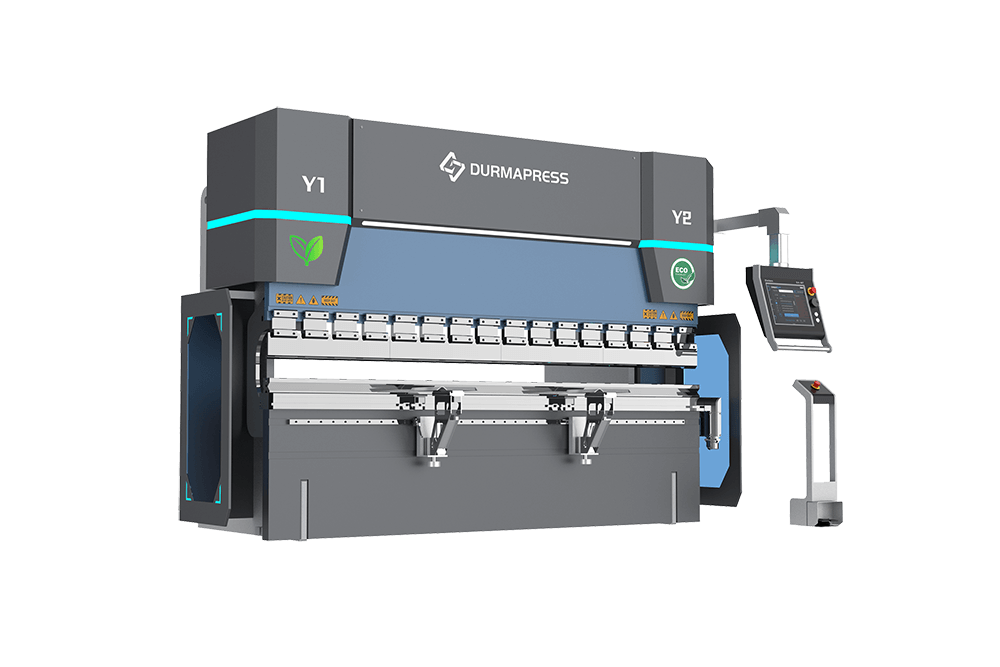
- There is a big difference between Torsion Bar NC Hydraulic Press Brakes ( Manual Press Brakes outdated) and electro-hydraulic Servo CNC Press Brake machine, the former is the use of torsion axis connected to the left and right pendulum, etc., the formation of torsion axis forced synchronization mechanism on two synchronized hydraulic cylinders up and down movement to maintain synchronization; and the latter is the use of proportional electro-hydraulic servo valve and other hydraulic control systems and scale to form a closed-loop control. That is to say, the Torsion Bar NC Press Brake in the mechanical synchronization method, and Electro-hydraulic synchronization is a servo-proportional valve synchronization method.
- Compared to CNC Press Brake which computer controls .The body of the torsion bar NC Press Brake is machined with relatively low precision, so it is completely unable to meet the electro-hydraulic servo-proportional valve precision requirements.
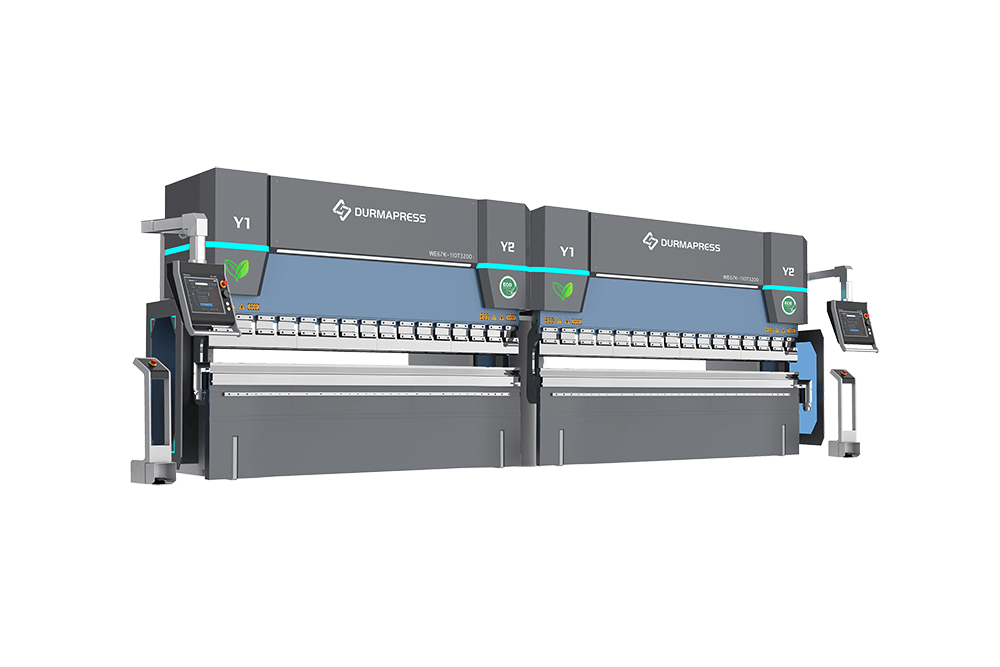
- If you want to convert the Torsion Bar NC Press Brake into a CNC Press Brake machine must add proportional servo valve, scale, electro-hydraulic CNC Controller and possibly add precision backguage system; at the same time also remove the twisted shaft bending machine balance shaft, hydraulic valve ,hydraulic system and other components, not only a very large workload, but also will have a large operating costs. So if want to meet your future development of Business , Choose Best Press Brakes will be more brilight.
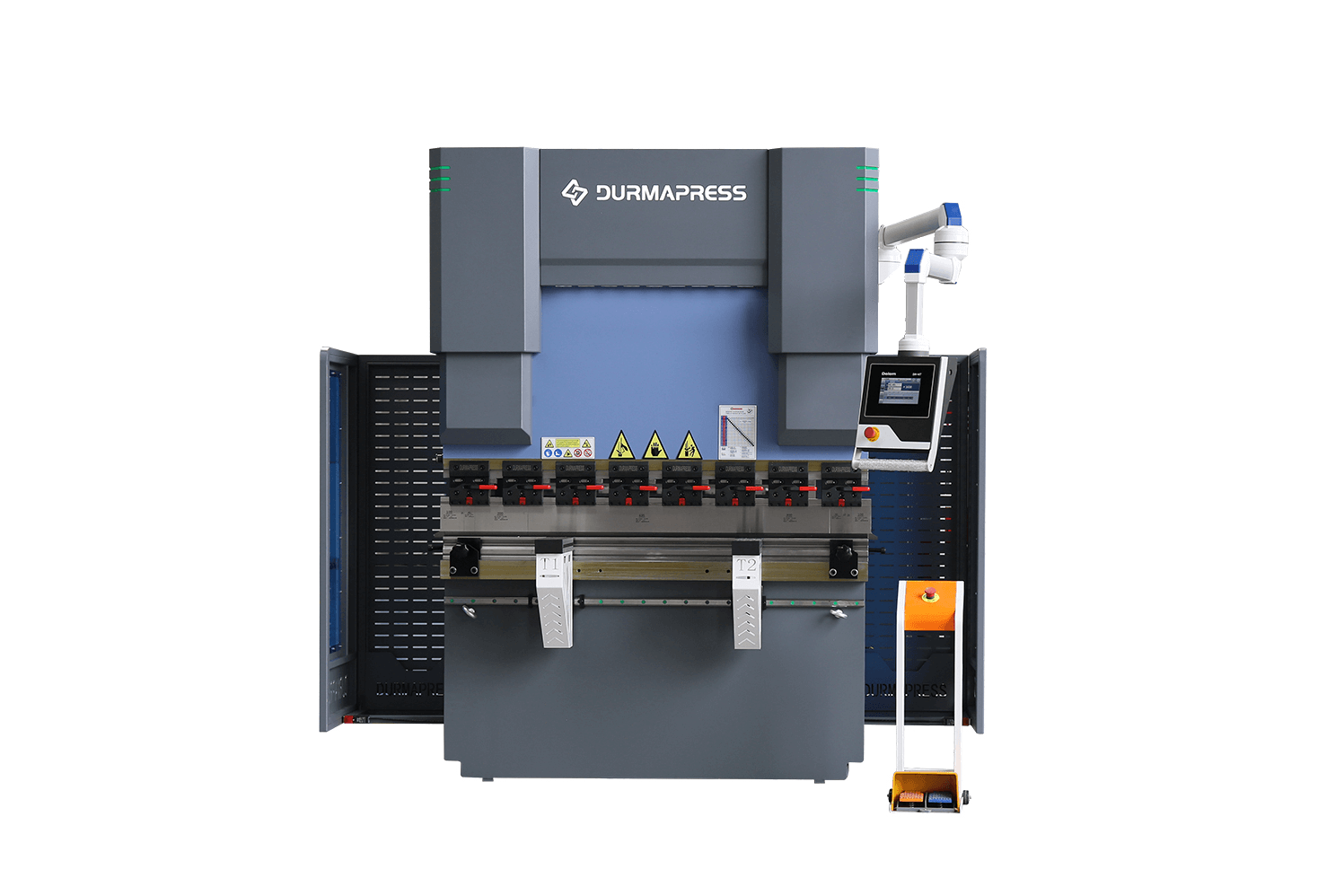
- Turn on the power, Turn on the key switch on the control panel, and then press the oil pump to start.
- Stroke adjustment, Press Brakes using must pay attention to adjust the stroke, before bending sheet metal must be testing. Press Brake Machine on the die down point to the bottom must ensure that there is a plate thickness gap. Otherwise Press Brake mould will be damaged . The adjustment of the stroke is also an electric quick adjustment and manual fine-tuning.
- Bending Toolings ( Die ) V Size selection, generally to choose the plate thickness of 8 times the V-Size of the groove. Such as bending 4mm plate material, you need to choose about 32mm V-Die.
- Back gauge adjustment are generally CNC Control adjustment and manual adjustable.Back gauge Front and Back Called X axis , it can controlled by the NC and CNC Controllers.
- Press the foot switch to start bending, Press Brake and shearing machine is different, can be released at any time, release the foot Press Brake will stop, and then step on to continue down the line.According to the ordinary hydraulic Press Brake processing Q235 plate material to do a simple introduction
Press Brake Toolings Design depends on customer workpiece ,It can divided as Punch Selection and Die Set Selection. The rules are as below :
Punching Selection :
- When the small up-leg is longer than the bottom leg, you need a gooseneck punch.
- When the small up-leg is shorter than the bottom leg, any punch shape will work.
- When the small up-leg is equal to the bottom leg, you need an offset acute punch.
Die Selection:
Customer can use the normal rule 8×2 to save the burget.
- First, determine the sheet metal range of metal thicknesses you want to bend. For example, you might need to bend material 2mm through V=16mm Die
- Second, assess the smallest die Set needed by multiplying the thinnest metal by 8. In this case, 3mm material would need the smallest die, hence: 3 × 8 = 24mm, which The Die Set V size round up to 24mm.
- Third, assess the largest Die Set V size needed by multiplying the thickest metal by 8. In this case, the thickest material of 6mm would need the largest die: 6× 8 = 48mm.
You’ve now determined the smallest and largest die you need—2mm and 6mm. To fill in what you need in between, you start with the smallest V size and double its size. In this case, that gives you a 16mm die (2 × 8 = 4). 32mm , 48mm Multi-V Mould .
If Your part doesn’t need a short flange, a narrow offset, or a tight radius, why complicate matters? Follow these three simple rules and you’ll improve angular performance, shorten setup time, and reduce tool operating costs.
Also Durmapress Engineer can design the special Toolings according to customer product request , so you just contact us and send your products drawings is ok .
