
About Us
Learn essential press brake safety guidelines covering hazard identification, operating procedures, lockout/tagout protocols, and protective measures. Ensure OSHA compliance and prevent workplace injuries with our comprehensive safety manual for CNC press brake operators.


Contact Us
Recent Posts

Categories
Follow Us
Weekly New Video
Press brake operations present significant workplace hazards that demand rigorous attention to safety protocols. According to industry statistics, crushing injuries involving press brakes account for a substantial portion of metal fabrication accidents, with finger and hand amputations being among the most severe consequences of non-compliance. Beyond the human toll, organizations face substantial financial liabilities from medical costs, workers' compensation claims, regulatory fines, and production downtime. The Occupational Safety and Health Administration (OSHA) in the United States and the Machinery Directive 2006/42/EC in Europe establish clear mandates for safeguarding press brake operations. This comprehensive guide provides actionable safety procedures that protect operators while maintaining production efficiency, addressing everything from hazard identification to emergency response protocols.

Understanding Press Brake Hazards
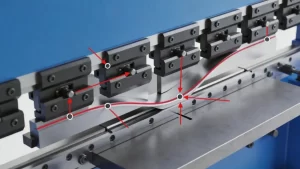
Effective safety management begins with recognizing the specific dangers inherent in press brake operations. Mechanical hazards represent the most immediate threat, particularly the pinch point created between the upper punch and lower die where crushing injuries frequently occur. When operators position sheet metal for bending, their hands inevitably enter this danger zone during the closing cycle. Sharp edges on sheet metal materials pose additional cutting hazards, while improperly secured workpieces can eject unexpectedly, striking operators or bystanders with considerable force. The repetitive nature of press brake work compounds these risks as operator vigilance naturally declines over long shifts.
Hydraulic and electrical systems introduce secondary hazard categories that require equal attention. High-pressure hydraulic systems operating at thousands of PSI can inject fluid through skin upon line rupture, causing serious tissue damage and potential amputation. Hydraulic oil leaks create slippery floor conditions that contribute to falls and subsequent machine contact. Electrical hazards manifest through damaged control wiring, malfunctioning emergency stop circuits, and grounding failures that expose operators to shock risks. Ergonomic factors including repetitive motions, awkward postures during heavy material handling, and prolonged standing contribute to chronic injuries that reduce workforce capability and increase absenteeism rates.
Pre-Operation Safety Inspection Protocol
Every shift must begin with a systematic inspection that verifies equipment readiness and identifies potential safety deficiencies before production commences. The hydraulic system examination starts with checking fluid levels against manufacturer specifications and inspecting all visible hoses and fittings for leaks, cracks, or abrasion damage. Pressure gauges should display normal readings when the pump activates, and any unusual noises during pressurization warrant immediate investigation. Tooling inspection requires careful examination of punch and die conditions, ensuring edges remain sharp without chips or cracks that could compromise bend quality or create projectile hazards. Secure mounting verification prevents tooling displacement during operation.
Safety device functionality testing represents a critical checkpoint that cannot be abbreviated. Light curtain systems require beam alignment verification and response time testing using the manufacturer's prescribed procedure. Operators should walk through the protected field to confirm immediate machine stopping. Two-hand control buttons must demand simultaneous activation and include anti-tie-down features preventing tape or blockages from maintaining operation. Emergency stop buttons distributed across the control panel and pendant stations require physical testing to verify circuit integrity. Electrical inspection encompasses grounding continuity verification, control panel integrity checks, and cable condition assessment throughout the machine.
Personal protective equipment preparation ensures operators possess appropriate barriers against identified hazards. Cut-resistant gloves meeting ANSI/ISEA 105 or EN 388 standards protect against sheet metal edges while maintaining sufficient dexterity for precise material positioning. Safety footwear with steel toes and slip-resistant soles guards against falling materials and hydraulic fluid slips. Impact-resistant safety glasses or face shields protect against ejected debris, while hearing protection becomes essential in high-volume production environments where noise levels exceed 85 decibels. Workwear must fit snugly without loose sleeves, drawstrings, or jewelry that could entangle in moving components.
Workspace preparation completes the pre-operation checklist through environmental hazard elimination. Adequate lighting achieving minimum 500 lux at the work surface ensures operators clearly see material alignment and tooling conditions. Floor areas require cleaning to remove oil, grease, and metal debris that create slip hazards. Emergency exit routes must remain unobstructed by materials, WIP inventory, or equipment. Clear marking of danger zones using floor tape or barriers establishes visual boundaries that reinforce spatial awareness during operation.
Standard Operating Procedures
Proper startup sequence establishes the foundation for safe production cycles. Operators must perform machine warm-up by running the hydraulic system through several idle cycles, allowing oil to reach optimal operating temperature and viscosity. This period provides opportunity to observe normal operational sounds and identify developing problems before load application. Program verification requires careful review of bend parameters including angle, depth, and back gauge positions against job specifications. First-article inspection protocols mandate producing a single piece for dimensional verification before releasing full production runs, preventing batch scrap from programming errors.
Safe operating practices center on maintaining operator separation from pinch points through engineered controls and disciplined procedures. Two-hand control operation keeps both hands occupied on control buttons during the hazardous closing cycle, preventing inadvertent placement in the danger zone. When processing long or oversized sheet metal, additional operators must maintain communication through established hand signals while remaining clear of the ram path. Material positioning requires deliberate movements that anticipate machine cycle timing, never rushing placement as the ram descends. Back gauge adjustments should occur during complete stops rather than attempting mid-cycle modifications.
Special operation protocols address circumstances exceeding standard parameters. Long sheet processing demands proper support using roller stands or auxiliary tables that prevent material tipping and operator strain. Small part bending requires dedicated fixtures that eliminate finger proximity to tooling, never attempting to hold small pieces by hand. Thick material bending necessitates tonnage verification against machine capacity charts to prevent overload conditions that could cause structural failure or uncontrolled descent. Near-limit operations require heightened vigilance and reduced operating speeds.

Tooling Changeover Safety
Die change procedures present concentrated risk periods requiring strict adherence to lockout/tagout (LOTO) protocols. Energy isolation begins with completely stopping the machine, then disconnecting and locking out hydraulic power sources using authorized lockout devices. Stored energy dissipation requires cycling the ram to the bottom position and venting accumulator pressure according to manufacturer procedures. Only after verification of zero energy state should tooling work commence.
Tool removal and installation demands proper lifting techniques and equipment appropriate for tool weight. Heavy punch and die assemblies require overhead cranes or lifting aids that prevent back strain and dropping incidents. Operators must verify tool specifications match job requirements before installation, as incorrect tooling creates quality defects and potential overload conditions. Upper punch installation involves securing to the ram clamp with proper torque on all fasteners, while lower die positioning requires precise alignment with the punch centerline to prevent side loading during operation.
Post-installation verification ensures safe return to production. Tool parallelism verification using feeler gauges or indicators confirms even pressure distribution across the bend length. Test bends on sample material validate dimensional accuracy and proper forming without tool interference or unusual sounds. Fastener torque verification using calibrated tools provides confidence that vibration won't loosen critical connections during production. Documentation of changeover activities supports traceability and maintenance planning.
Safety Systems and Protective Devices
Modern press brakes incorporate multiple safeguard layers that collectively prevent accidents even when operator errors occur. Light curtain systems represent the primary active protection, creating infrared detection fields across the front opening that stop ram motion when interrupted. Proper installation positions the light curtain at an appropriate height and distance from the pinch point based on stopping time calculations, ensuring the ram cannot reach the danger point before motion cessation occurs. Response time testing at regular intervals verifies system performance hasn't degraded from contamination or misalignment.
Two-hand control systems provide reliable protection through simultaneous actuation requirements that inherently keep hands away from pinch points. These controls must incorporate anti-tie-down circuitry preventing continuous operation through taped buttons or mechanical holding devices. Anti-repeat features prevent single activations from initiating multiple cycles, requiring deliberate operator action for each press stroke. Button spacing exceeding shoulder width prevents single-hand or forearm operation.
Emergency stop systems serve as final safety layers when other controls fail or unexpected hazards develop. Strategic placement of mushroom-head E-stop buttons at the main control panel, pendant stations, and operator positions enables rapid access from any location. These devices initiate Category 0 or Category 1 stops depending on system design, either immediately removing power or initiating controlled deceleration. Post-activation recovery requires deliberate reset procedures that prevent accidental restart while hazards persist.
Mechanical guards provide passive protection for rear and side access points where routine operation doesn't require presence. Fixed guards permanently enclose drive mechanisms and rear machine areas, while interlocked movable guards on tooling areas allow legitimate access for setup while preventing operation when open. Guard interlocks must be monitored circuits that detect bypass attempts or wiring failures, failing to safe conditions rather than permitting guarded operation.
Maintenance Safety and Emergency Response
Routine maintenance activities require energy isolation discipline matching that of tooling changeovers. Cleaning operations must never occur while the machine maintains stored energy or control power. Safe lubrication access points enable routine service without removing guards or entering restricted areas. Operators should recognize abnormal sounds including pump cavitation, valve chatter, or mechanical looseness as early warning indicators requiring professional evaluation.
Emergency response preparation enables effective reaction when accidents occur despite preventive measures. Common press brake injuries include finger and hand crushing, lacerations from sheet metal edges, hydraulic fluid injection wounds, and musculoskeletal strains from material handling. First aid kits positioned near workstations should include supplies for controlling bleeding, treating shock, and managing eye contamination. Emergency contact numbers must be prominently displayed with clear procedures for summoning professional medical assistance.
Incident investigation following any accident or near-miss occurrence provides learning opportunities that prevent recurrence. Root cause analysis should examine contributing factors including training adequacy, procedure compliance, equipment condition, and environmental conditions. Corrective actions must address underlying causes rather than superficial symptoms, potentially involving procedure revision, additional training, equipment modification, or disciplinary measures when warranted.
Training Requirements and Safety Culture
Operator competency development begins with comprehensive training programs covering theoretical knowledge and practical skills. Initial certification should address press brake fundamentals, hazard recognition, control operation, and emergency procedures through both classroom instruction and supervised hands-on practice. Refresher training at regular intervals reinforces critical concepts and updates operators on procedural changes or equipment modifications. Competency assessments through written tests and practical demonstrations verify understanding before unsupervised operation authorization.
Sustainable safety performance requires organizational culture that values protection as integral to production rather than an impediment to efficiency. Management commitment manifests through adequate resource allocation for safety equipment, training time, and maintenance activities without production pressure compromises. Employee involvement in safety committee participation, hazard reporting, and procedure development creates ownership that drives compliance. Recognition programs celebrating safety achievements reinforce positive behaviors while incident investigations focus on systemic improvements rather than blame assignment.
Effective press brake safety demands continuous vigilance integrating proper equipment, documented procedures, qualified personnel, and proactive hazard management. Organizations achieving excellence in these areas protect their most valuable assets while maintaining competitive production capabilities in demanding manufacturing environments.
